Штангенциркуль используется для определения наружных и внутренних диаметров, линейных размеров, глубин канавок и отверстий, а также расстояний между уступами. Некоторые модификации позволяют наносить разметку на поверхности заготовок. Инструмент применяется для измерения обрабатываемых деталей на механических и слесарных производственных участках, контроля выработки изнашиваемых поверхностей при проведении ремонта оборудования, благодаря простоте в освоении используется в домашних мастерских.
Содержание
- 1 Конструкция штангенциркуля
- 2 Порядок измерений
- 3 Считывание результатов
- 3.1 По нониусной шкале
- 3.2 По часовому индикатору
- 3.3 По цифровому табло
- 4 Разметка
- 5 Почему возникают ошибки при измерениях
Конструкция штангенциркуля
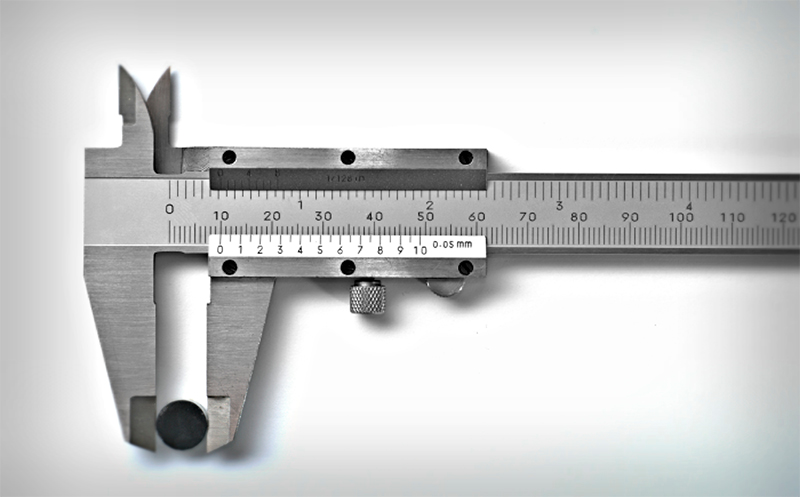
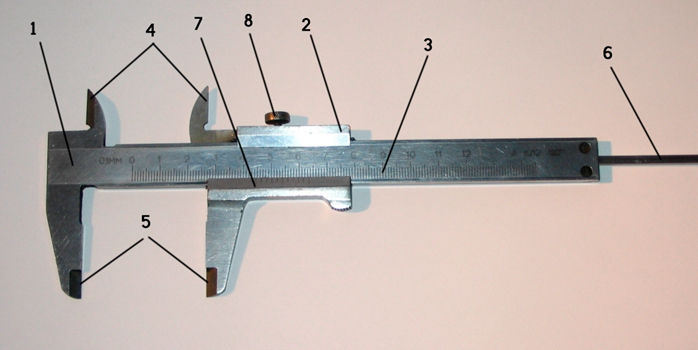
Представленный на рис. 1 штангенциркуль типа ШЦ-1 состоит из:
- Штанги.
- Рамки.
- Измерительной шкалы.
- Верхних губок.
- Нижних губок.
- Глубиномера.
- Шкалы нониуса.
- Зажимного винта.
Выбор штангенциркуля для конкретной задачи определяется габаритами, конструктивными особенностями детали и требованиями к точности размеров. Инструменты различаются следующими параметрами:
- Диапазоном измерений. Длина шкалы на штанге составляет от 125 до 4000 мм.
- Точностью. Распространенные модификации имеют погрешность 0.1, 0.05, 0.02 и 0.01 мм.
- Функционалом. Существуют штангенциркули с глубиномером и без него.
- Количеством и формой мерительных поверхностей. Губки односторонних и двухсторонних инструментов бывают плоскими, заостренными или закругленными.
- Конструкцией отсчетного устройства. Оно бывает нониусным, механическим часового типа или электронным.
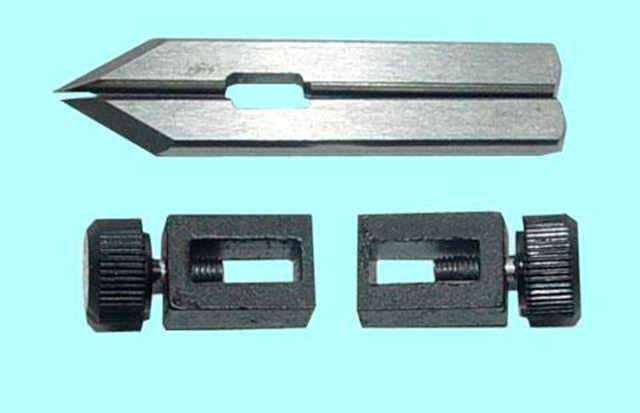
Штангенциркули изготавливаются из износостойких инструментальных сталей, а их мерительные поверхности могут быть усилены твердосплавными напайками. Для разметки деталей на незаостренные губки устанавливают резцы (рис. 2), комплектующиеся державками и зажимными винтами.
Порядок измерений
Инструмент и деталь нужно подготовить к работе: удалить загрязнения, свести губки вплотную и убедиться в том, что показания соответствуют «0». Для измерения наружного диаметра или линейного размера необходимо:
- развести губки путем передвижения рамки;
- сдвинуть до плотного прилегания к контрповерхостям;
- зафиксировать положение рамки стопорным винтом;
- вывести штангенциркуль для оценки полученных результатов.
Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения.
Для измерения глубины отверстия:
- перемещением рамки выдвигают глубиномер;
- опускают его в отверстие до дна и прижимают к стенке;
- перемещают штангу до упора в торец;
- фиксируют стопорным винтом и выводят.
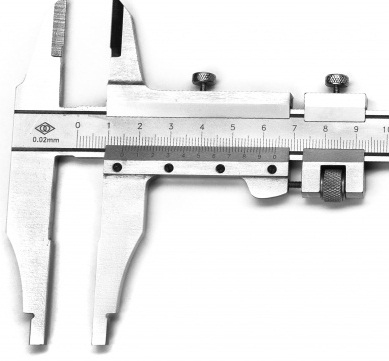
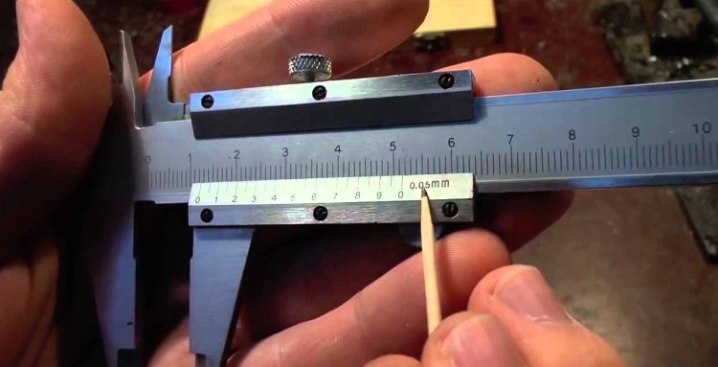
Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ-2 и ШЦ-3 есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом (рис.3). Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге, а положение основной регулируют вращением микрометрического винта.
Считывание результатов
По нониусной шкале
Количество целых миллиметров отсчитывается от нулевого деления на рейке до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.
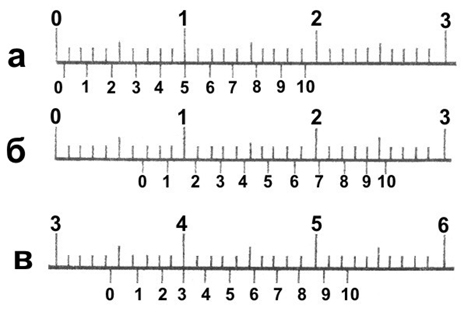
На рисунке 4 показаны размеры: а – 0.4 мм, б – 6.9 мм, в – 34.3 мм. Цена деления нониуса 0.1 мм
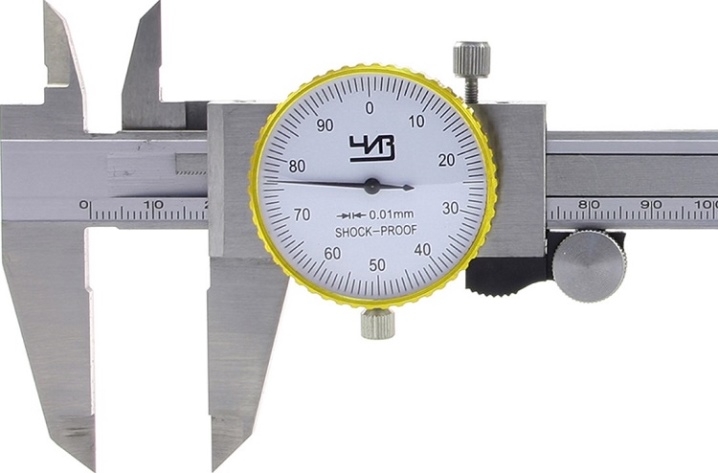
По часовому индикатору
Количество целых миллиметров отсчитывают на штанге от нуля до последней риски, не скрытой под рамкой. Доли определяют по индикатору: номер деления, на котором остановилась стрелка, умножают на его цену.
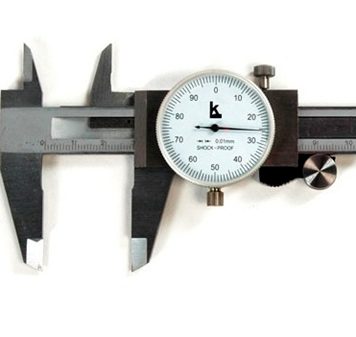
На рисунке 5 показан размер 30.25 мм. Цена деления индикатора 0.01 мм.
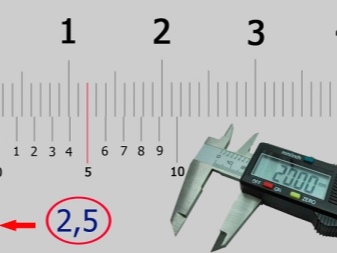
По цифровому табло
Здесь считать не нужно, размер отображается на дисплее.

Для определения внутреннего размера, снятого инструментом с радиусными мерительными поверхностями (нижние губки на рис. 3), к показаниям на шкале добавляют их толщину, которая указана на неподвижной губке. Чтобы посчитать наружный размер, снятый штангенциркулем с резцами (рис. 2), их толщину отнимают от показаний на шкале.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
Штангенциркуль — это усовершенствованная разновидность линейки для выполнения высокоточных измерений внутренних и наружных размеров детали. Инструмент активно используется в быту при самостоятельном проектировании и сборке конструкций, а также на машиностроительных заводах и других предприятиях в условиях серийного или единичного производства. Качество готового изделия во многом зависит от навыков и опыта владельца, поэтому важно точно знать, как правильно пользоваться штангенциркулем.
Что можно измерить штангенциркулем
Штангенциркуль является универсальным инструментом и предназначен для нахождения наружных и внутренних линейных размеров детали, толщины стенки или определения расстояний между отдельными позициями. Используется при проведении замеров глубин пазов/отверстий или их диаметров. Существуют узкоспециализированные модификации для конкретных операций (замер зубьев, тормозных дисков и т. д.). Устройство оснащено парой губок и выдвижным штоком или глубиномером с обратной стороны. Замеры производятся по специальной шкале. Пользователь передвигает подвижную рамку по штанге, зажимая заготовку из металла или других материалов между губок, и считывает показания с индикатора. Главное преимущество штангенциркуля — это высокая точность измерений. По этой причине приспособление получило широкое распространение в производственной сфере среди столяров, токарей, фрезеровщиков, мастеров автосервиса и других рабочих, а также сотрудников отдела контроля продукции. Штангенциркуль устанавливается на станки и используется в отрасли строительства и ремонта. Применение инструмента минимизирует вероятность возникновения несоответствий и дефектов, следствием которых становится отбраковка продукции.

Конструкция штангенциркуля — основные узлы и их назначение
Штангенциркуль — это достаточно простой инструмент, в состав которого входят следующие элементы:
-
Штанга: содержит главную шкалу и показывает размеры детали. Также определяет пределы измерения.
-
Рамка: подвижная планка, расположенная на поверхности штанги. Имеет разметку шкалы нониуса, выраженную в миллиметрах и дюймах (дополнительно), необходимую для расчёта долей целого деления. В некоторых моделях предусмотрено наличие электронного или аналогового отсчетного устройства.
-
Пара нижних губок: зажимают заготовку и определяют внешние размеры.
-
Верхние губки: измеряют внутренний диаметр отверстий или проёмов (контрольные плоскости расположены наружу).
-
Зажимной винт: служит для фиксации рамки и осуществляет её надёжный зажим в процессе снятия показаний.
-
Глубиномер: выдвижная линейка, расположенная с противоположной стороны корпуса.
Некоторые штангенциркули оснащаются рядом дополнительных компонентов (глубиномер, твердосплавные заострённые наконечники) для промера уступов или нанесения разметки. Прибор изготавливается из инструментальной стали, в отдельных случаях для одновременной разметки детали мерительные поверхности усиливают твердосплавными наконечниками. Все элементы оборудования тщательно зашлифовываются, что обеспечивает отличную точность и гарантирует лёгкость в работе. Каждый штангенинструмент производится на специальном заводе в соответствии со стандартами ГОСТа.

Классификация штангенциркуля
На мировом рынке измерительного оборудования представлены различные штангенциркули, которые имеют свои отличия и особенности в зависимости от условий эксплуатации и других критериев. Все разновидности инструмента можно разделить на категории по следующим факторам:
По способу индикации
-
Механические (ШЦ): стандартный нониусный штангенциркуль, где главные размеры нанесены на штанге, а доли определяются по шкале нониуса, находящейся на рамке с винтом. Наиболее популярные, недорогие и надёжные. Способны работать в любых климатических условиях, но не отличаются высокой точностью.
-
Стрелочные (ШЦК): аналоговый прибор с круглым циферблатом. Внутри измерительной головки расположен шестерёнчатый привод стрелки, а на штанге имеется рейка с мелкими зубьями. Процесс измерения осуществляется в результате зацепления двух поверхностей при перемещении рамки. Стрелка меняет своё положение и отмеряет пройденное расстояние, определить которое можно по величине, указанной на циферблате. Модели данного типа энергонезависимы и не требуют сложных расчётов, но могут выйти из строя при неправильном хранении или наличии загрязнений. Превосходят предшествующие аналоги по точности, которая составляет 0,01 мм.
-
Электронный (ШЦЦ): самое современное и простое в использовании устройство, где механический привод заменяет ёмкостный датчик. Результат долей миллиметра преобразуется посредством микропроцессорного модуля и выводится на экране ЖК-дисплея. Панель управления — кнопки включения, сброса и изменения единиц измерения — располагается на корпусе рамки. Результат последнего показания, как правило, сохраняется во встроенной памяти. Питание от аккумулятора или сменной батареи.
По назначению
На примере нониусного устройства:
-
ШЦ I (ШЦ 1): с глубиномером и двумя парами губок для обмера наружных и внутренних размеров детали.
-
ШЦ II (ШЦ 2): верхние заострённые губки, нижние — цилиндрические или прямоугольные.
-
ШЦ III (ШЦ 3): односторонние.
-
ШЦТ I: упрочнённая рабочая поверхность из твёрдого сплава.
К дополнительным классификационным признакам прибора относятся:
-
Количество губок: односторонние, двухсторонние.
-
Форма мерительных плоскостей: плоская, заострённая, круглая.
-
Тип: с глубиномером и без (колумбик).
-
Точность: первый и второй класс (0,05 мм и 0,1 миллиметр соответственно).
Штангенциркули различаются по длине штанги, где диапазон измерения может достигать 4-х метров. Также существуют модификации, губки которых изготовлены из стали или твердосплавных материалов.

Измеряем штангенциркулем правильно
Одно наличие штангенциркуля не гарантирует высокую точность работ. Многие владельцы, имея данное устройство в своём арсенале, не могут с достаточной определённостью сказать, как пользоваться штангенциркулем. Подобное незнание напрямую влияет на качество детали и всей конструкции, составной частью которой она является. Существует строгая последовательность выполнения замеров и определённая технология обращения с инструментом. Все виды приспособления следует хранить в специальном кейсе. Комфортная температура окружающей среды составляет 10-30 градусов при относительной влажности 60-70 процентов. При использовании устройства важно соблюдать следующие инструкции.
Подготовка к эксплуатации
Перед каждым применением необходимо провести визуальный осмотр штангенциркуля и проверить на наличие дефектов и протереть влажной тканью. Руки мастера также должны быть чистыми. Далее губки инструмента сводятся до полного соприкосновения для установления степени их прилегания. При этом нулевые деления главной шкалы и нониуса должны совпадать. Подобный принцип подготовки распространяется на все штангенциркули. Инструмент цифрового типа также должен показывать достаточный заряд энергоносителя.

Порядок измерений
При проведении обмера наружных размеров заготовки рабочие плоскости инструментов разводятся в стороны. Изделие помещается между губок, после чего пользователь перемещает рамку до контакта с поверхностью. Положение элемента фиксируется винтом. В случае измерения диаметра операция повторяется в обратной последовательности. Также в основании штанги располагается глубиномер, позволяющий с достаточной точностью находить глубину отверстий или канавок. Линейка выдвигается при опускании рамки, помещается в полость и прижимается к стенке.
Считываем показания
После перечисленных действий деталь откладывается, но прибор не меняет своё положение и винты не ослабляются. Процедура измерения завершена, далее идёт этап определения и расчета показателей.
По нониусной шкале:
Целое значение можно найти на основной шкале в результате совпадения нуля нониуса и соответствующего деления. После этого определяется максимально приближённый к нулю штрих нониусной шкалы, совпадающий с риской линейки. Порядковый номер последнего, умноженный на цену делений, указывает на количество долей. В качестве примера отсчета можно взять произвольный размер 29 мм, цену деления 0,05 мм и порядковый номер 7. Вид уравнения будет следующим:
29+0,05*7=29,35 мм.
По стрелочному индикатору:
Здесь нониус представляет собой круглый циферблат, где стрелка указывает на дробную часть. Основной размер вычисляется аналогичным образом по штанге.
По электронному табло:
При ручном позиционировании штангенциркуль с дисплеем самостоятельно рассчитывает размеры поверхности и отражает на табло значения с точным показателем, не требуя нахождения необходимого штриха на шкале.
Ошибки в измерениях: основные причины
Многие штангенциркули, вне зависимости от вида и точности, даже при соблюдении указанной последовательности и заведомо правильной процедуре исчисления неправильно замеряют деталь. При проведении измерений по нониусу погрешность может быть вызвана неверным выбором деления и неполным совпадением штрихов. Помимо этого, винты рамки бывают ослаблены, что приводит к смещению элементов в процессе замеров. При интенсивной эксплуатации губки стираются о материал заготовок, образуя просвет, не обеспечивающий полного прилегания плоскостей и влияющий на правильность измерения. Также можно отметить и другие ошибки:
-
перекос рамки по причине чрезмерного давления;
-
установка рабочих поверхностей на скругления или фаски торца;
-
деформация конструкции штангенциркуля;
-
отсутствие калибровки.
Электронный инструмент перед проведением работ следует выставлять на ноль. Все штангенциркули подвержены износу и требуют периодической поверки в соответствующих службах.
Выводы
Представленная инструкция даёт представление о том, как пользоваться штангенциркулем. На точность размеров во многом влияет и правильный выбор инструмента.
-
При покупке модели необходимо учитывать такие параметры, как диапазон измерения или длину штанги, класс точности или цену деления шкалы нониуса, количество и расположение губок, вес и габариты. Также важно обратить внимание на тип рамки устройства.
-
Нониусные штангенциркули используются в гаражных мастерских или небольших предприятиях. При серийном выпуске продукции или производстве деталей для высокоточной техники больше подойдёт стрелочный или цифровой инструмент.
-
Качественный штангенциркуль производится только в соответствии со стандартами ГОСТа, обладает соответствующей маркировкой и сертификатом поверки, подтверждающим заявленную точность измерений.
-
Существенными факторами являются климатические условия эксплуатации. Цифровые и аналоговые приборы плохо приспособлены для работы на объектах с повышенной влажностью или при повышенной запылённости воздуха.
В интернет-магазине «Рывок» представлен большой ассортимент различных штангенциркулей. Подобрать и купить подходящую модель можно на сайте компании. Доставка осуществляется в любой город России.
Как правильно пользоваться штангенциркулем?

Содержание
- Основные правила пользования
- Как работать?
- Как считывать показания?
- Проведение разметочных операций
- Возможные ошибки
Во время ремонта или токарной и слесарной работы нужно проводить всевозможные измерения. Они должны быть максимально точными для того, чтобы все получилось по заготовленному плану. Для измерений существует множество инструментов: уровень, линейка, рулетка. Но среди них есть один самый универсальный и самый полезный – это штангенциркуль.
С его помощью вы сможете узнать высоту, глубину, ширину, диаметр, радиус и многое другое. Поначалу может показаться, что это сложный инструмент, но на самом деле пользоваться штангенциркулем довольно просто, несмотря на огромное количество функций.

Основные правила пользования
Для того чтобы устройство всегда работало исправно и проводило точные измерения, вам нужно соблюдать все необходимые условия хранения. Передвижную часть смазывайте машинным маслом, чтобы губки двигались плавно и без больших усилий. Во время работы соблюдайте технику безопасности, так как края губок острые, – неопытный человек может ими пораниться. Они специально сделаны такими, чтобы делать разметку.
Храните штангенциркуль в месте, где не будет лишней пыли, мусора, стружки и прочих элементов, которые могут забиться в механизм. В последнее время производители продают эти инструменты вместе с футлярами. Они защищают устройства от влаги, грязи и пыли.
Если же грязь или влага все-таки добрались до штангенциркуля, то его необходимо прочистить.

Так как измерения могут проводиться в разных местах с разными условиями и некоторые символы или цифры могут просто исчезнуть под слоем пыли или грязи, то перед началом работы и после её окончания протирайте лицевую часть устройства, где можно увидеть цифры и где происходит замер с помощью губок. Во время работы следите за тем, чтобы все губки держались плотно и не расшатывались. Главным достоинством штангенциркуля является то, что он может дать показания с точностью до тысятичных миллиметра, поэтому перекос губок может повлиять на правильность измерений.
Если же губки шатаются из-за способа замера, а не из-за самого устройства, то их можно подтянуть с помощью стопорного винта. Он находится сверху штангенциркуля и по форме напоминает маленькое колесо. Его нужно выкрутить так, чтобы губки соприкасались с измеряемой деталью или поверхностью максимально плотно.
Как работать?
Для того чтобы правильно работать штангенциркулем, нужно понять, как считывать показания. Здесь все немного сложнее, чем у простой линейки. Дело в том, что у инструмента есть две шкалы. Первая (основная) – это миллиметровая. Она дает первоначальные данные по замеру. Вторая (она же нониусная) поможет вам измерить детали с высокой точностью. На ней можно распознать даже доли миллиметра.
Нониус – это 0,1 мм, поэтому правильный замер может дать очень точный результат. Но у каждых моделей штангенциркулей может быть разный шаг (одно деление). Как правило, длина шага указывается чуть левее на самой шкале.

Также шкала нониуса может быть разной и по длине. У некоторых моделей она достигает 2 см (20 мм) от основной измерительной шкалы, у других же она может составлять около 4 см. Чем больше длина, тем точнее вторичная шкала будет выдавать показания. В основном современные штангенциркули измеряют с точностью до 5 сотых миллиметра (0,05 мм), более старые приборы имеют точность лишь до одной десятой миллиметра (0,1 мм), что в два раза меньше.
У штангенциркуля есть две пары губок: верхняя и нижняя. На некоторых есть только одна, но это уже узкоспециализированные виды приборов. Верхней парой губок измеряют внешнюю ширину и высоту. Нижней же делают замеры диаметра и внутренней ширины детали. Внутренние канавки должны плотно прижиматься внутри элемента, чтобы не было люфта и измерение диаметра было очень точным.
Эти губки могут раздвигаться на довольно большое расстояние, поэтому с их помощью можно измерить диаметр, длину, ширину и высоту трубы, большого подшипника, крупных деталей и остальных видов запчастей. Но основным плюсом штангенциркуля является то, что он может определять параметры и очень маленьких или тонких предметов. Например, им можно замерить сечение кабеля, определить ширину провода, гвоздя, гайки, шаг резьбы болта и много другое.
Всегда во время большого количества токарной или слесарной работы пользуются именно штангенциркулем из-за его удобства и универсальности. Но этот прибор можно применяться и на стройке.
Если вы хотите измерить диаметр арматуры, кирпича, бетонного блока, то штангенциркуль поможет и здесь.

Также, помимо пары губок, у некоторых моделей есть и глубинометр. С его помощью можно с легкостью измерить глубину, причем даже у малых деталей. Это приспособление выдвигается вместе с измерительной и нониусной шкалой. Линия глубинометра очень тонкая и спокойно помещается в задней части штангенциркуля. Для того чтобы мерить глубину, просто опустите это устройство до упора в деталь (при этом положите её так, чтобы сама деталь имела опору) и сверху закрепите с помощью зажимного винта. После этого посредством измерительной шкалы вы сможете рассчитать глубину таким же способом, каким измеряют длину, высоту и другие величины.
Если вы не знаете, каким сверлом воспользовались для того, чтобы сделать конкретное отверстие, то просто измерьте диаметр. Вообще, штангенциркуль может ответить на многие вопросы, и после некоторой работы с измеряемой деталью вы сможете изучить её полностью. В комплекте со штангенциркулем может идти инструкция, поэтому вы можете ознакомиться с ней перед первой работой.


В случае когда штангенциркуль подвергся коррозии, обработайте его специальным средством от ржавчины. Только смотрите, чтобы это средство не разъедало металл, ведь это может привести к тому, что деления и шаги на измерительной и нониусной шкалах не будет видно.
Существуют и электронные виды штангенциркулей, но с ними необходимо обращаться более аккуратно. В первую очередь не допускайте попадания воды или других жидкостей на устройство. В электронном табло может произойти короткое замыкание, и узнать точные данные вы не сможете.


Также не стоит измерять любые вещи, работающие от электричества. Это может сбить табло, и результаты после замера будут неверными. Перед началом работы проверьте устройство и нажмите кнопку ON, чтобы штангенциркуль включился. После того как вы сняли показания и вам нужно заново сделать замер, то нажмите кнопку установки нулевого положения. Принцип включения примерно такой же, как и у непрограммируемого калькулятора: после каждой операции значение нужно сбросить.
Также в электронном варианте штангенциркуля необходимо менять питание. Для этого откройте крышку защитного кожуха и замените батарейку. Также не забывайте про полярность. Если батарея исправна, но табло все равно не работает, то проверьте, правильно ли вставлен элемент питания.

Как считывать показания?
Первоначальный замер производите по основной шкале. Выделите целое количество миллиметров. Для того чтобы узнать более точные показания, ищите риски на нониусе (второй шкале). Вам необходимо будет найти, где риски второй шкалы совпадают с первой. Если вы на глаз сможете определить по основной шкале, что показание ближе к концу миллиметра, то и искать надсечки тоже лучше с конца нониусной шкалы. Именно риски должны показывать самые точные показания.
В случае когда у вас совпадает несколько рисок, то таким штангенциркулем лучше не работать и даже не пытаться отрегулировать, так как он неисправен. Совпадать могут только деления нулей, но они совпадают из-за того, что это одинаковые числа.

Если вы хотите примерно узнать значение, то необязательно вглядываться в нониусную шкалу. Основное значение можно определить и по измерительной. Бывает и такое, что значения на шкалах стираются или становятся не видны. Для лучшей сохранности обезжирьте эти поверхности и протрите тряпкой, ведь так вы будете видеть все деления.
В продаже есть и другие типы штангенциркулей, например: циферблатный и электронный. Циферблатный сделан в форме круга, где стрелка указывает определенную меру. Эта операция заменяет высчитывание показателей на нониусе. Электронные варианты куда проще в работе, но дороже. Вам нужно будет лишь провести измерение (любое, это может быть глубина, диаметр, длина), и на электронном табло высветится цифра. Это и будет искомое значение. Оно также может иметь точность в 0,05, 0,02 или 0,01 мм.
Проведение разметочных операций
У штангенциркуля присутствует множество функций, поэтому его можно использовать и для разметки. Этот процесс зависит от типа устройства прибора. Дело в том, что нижние губки (которыми и проводят разметку) могут быть не только прямоугольными с внутренними изгибами, но и круглыми. В любом случае внутренняя кромка вырезана специально таким образом, чтобы нижней губкой можно было делать отметки.
Для этого сделайте замер и немного придавите нижней губкой на материал, где вы будете делать отметку. Благодаря тому, что кромка немного подточена, она будет своеобразно царапать и отмечать. Также можно не прибегать к методу поцарапывания, а просто оставить штангенциркуль на месте и сделать отметку с помощью маркера, карандаша или других предметов.
Если вы делаете разметку по плану детали, то не забывайте про масштаб, ведь он не всегда 1 к 1.
Возможные ошибки
Новички начинают делать много ошибок во время первых замеров и последующей работы. Можно привести примеры, когда начинающие люди начинают измерять внутренний диаметр верхними губами, которые предназначены для измерения поверхностей детали. Также новички не всегда следят за стопорным винтом: он у них свободно ходит. А ведь именно эта часть прибора надежно фиксирует деталь в тисках, что дает максимально точные измерения.
Все приходит с опытом, и нет возможности разузнать все тонкости штангенциркуля, не используя его, поэтому самая главная профилактика против ошибок – это практика.
О том, как правильно пользоваться штангенциркулем, смотрите в следующем видео.
Погрешность измерений штангенинструментами
Погрешности линейных измерений
Как и при измерениях любыми инструментами, штангенинструментом можно измерить линейные размеры детали с некоторой предельной степенью точности, которая зависит не только от качества и точности изготовления измерительного средства, но и от некоторых других факторов.
Погрешностью средств измерений называется отклонение его показания (выходного сигнала) от воздействующей на его вход измеряемой величины (входного сигнала).
Погрешности, возникающие в процессе измерений, можно разделить на систематические и случайные.

Кроме этого, в процессе измерения могут появиться грубые (очень большие) погрешности, а также могут быть допущены промахи.
К систематическим погрешностям относят составляющую погрешности измерений, которая остается постоянной или закономерно изменяется при повторных измерениях одной и той же величины.
Как правило, систематические погрешности могут быть в большинстве случаев изучены и учтены до начала измерений, а результат измерения может быть уточнен за счет внесения поправок, если их числовые значения определены, или за счет использования таких способов измерений, которые дают возможность исключить влияние систематических погрешностей без их определения.
К случайным погрешностям измерения относят составляющие погрешности измерений, которые изменяются случайным образом при повторных измерениях одной и той же величины.
Эти погрешности, в отличие от систематических, нельзя предвидеть заранее, поскольку их появление носит случайный характер.
Основными причинами грубых погрешностей и промахов могут являться ошибки экспериментатора, резкое и неожиданное изменение условий измерения, неисправность прибора и т. п.
Суммарная погрешность измерения с помощью штангенинструментов состоит из следующих составляющих:
- погрешность Δ1,возникающая от ошибок нанесения штрихов шкалы на штанге и на нониусе. Это систематическая погрешность, но она не известна и не может быть учтена и компенсирована, поэтому ее учитываю как случайную;
- погрешность Δ2, возникающая из-за нарушения принципа Аббе. Это случайная погрешность первого порядка, зависящая от длины губок, зазоров в направляющей ползуна и усилия прижима губки к измеряемой детали;
Эрнст Аббе (1840-1905) — немецкий физик-оптик. Является автором теории микроскопа, конструктор многих оптических приборов. Руководитель оптических заводов К. Цейса в Йене.
Принцип Аббе (компараторный принцип, принцип последовательного расположения) заключается в следующем: линия измерения должна являться продолжением линии рабочих (снимающих размер) элементов измерительного прибора, т. е. необходимо, чтобы ось шкалы прибора располагалась на одной прямой с контролируемым размером проверяемой детали.
В случае расположения измерителя и измеряемого предмета не на одной прямой при измерении возникает ошибка первого порядка, величина которой будет тем больше, чем больше при одних и тех же условиях было расстояние между предметом и измерителем.
При уменьшении этого расстояния уменьшается и возможная ошибка, которая сделается равной нулю, когда измеряемый предмет и измеритель, с которыми производится сравнение, будут расположены на одной прямой.
Это положение было впервые высказано Э. Аббе в 1890 г. на съезде в Бремене. Оно легло в основу устройства ряда измерительных приборов, сконструированных фирмой К. Цейса в Йене и получило название принцип Аббе.
Если этот принцип не выдерживается, то перекос и не параллельность направляющих измерительного прибора вызывают значительные погрешности измерения.
При соблюдении принципа Аббе погрешностями, вызываемыми перекосами, можно пренебречь, так как они являются ошибками второго порядка малости.
- погрешность Δ3, возникающая из-за ошибок отсчета по штриховой шкале и нониусу. Это случайная погрешность;
- погрешность Δ4, возникающая из-за неодинакового усилия прижима губки к измеряемой детали. Это случайная погрешность, возникающая из-за деформации контролируемой поверхности измерительными губками;
- погрешность Δ5,возникающая из-за отклонений температуры изделия и штангенинструмента от нормальной температуры. В процессе измерения штангенинструмент, а иногда и контролируемую деталь держат в руках. Поэтому температура измеряемой детали и штангенинструмента переменная, что вызывает случайную погрешность;
- погрешность Δ6, возникающая от перекосов губок штангенинструмента относительно измеряемой детали.
***
Суммарная погрешность определяется суммой квадратов всех перечисленных погрешностей:
ΔΣ = ±2σ = √(∆12 + ∆22 + ∆32 + ∆42 + ∆52 + ∆62).
У электронного штангенциркуля дополнительно возникает погрешность Δ7 из-за ошибок инкрементного емкостного преобразователя, но зато отсутствует погрешность штриховых шкал Δ1 и отсчета по ним Δ3.
Таким образом, погрешность электронного штангенциркуля может быть определена по формуле:
ΔΣ = ±2σ = √(∆22 + ∆42 + ∆52 + ∆62 + ∆72).
Из этих формул видно, что основные и наиболее значимые составляющие погрешности механического и электронного штангенинструмента – погрешности, обусловленные нарушением принципа Аббе (перекосами инструмента при измерениях) и отклонением температуры. Поэтому наличие инкрементного преобразователя и цифрового отсчета не повышает точность электронного штангенинструмента, несмотря на меньшую дискретность отсчета (0,01 мм) и более удобное считывание показаний.
Фирмы-изготовители часто приводят эмпирические формулы для расчета погрешности измерения собственных инструментов.
Так, фирма «Tesa» (Швейцария) приводит следующие формулы для ориентировочного расчета предельно допустимой погрешности измерения штангенциркулем:
— с нониусом или циферблатом с ценой деления нониуса 0,1 или 0,05 мм: Δlim = (20 + ℓ/10 мм) мкм;
— для штангенциркулей с ценой деления нониуса 0,02 мм: Δlim = (22 + ℓ/50 мм) мкм.
Однако во всех случаях практически предельно допустимая погрешность измерения штангенинструментов будет более 50 мкм.
Штангенциркули, штангенглубиномеры и штангенрейсмасы так же, как и другие средства измере-ния, подлежат обязательной поверке и калибровке. Поверку и калибровку штангенинструментов проводят в соответствии с ГОСТ 8.113-85.
Поверку погрешностей показаний штангенинструментов производят с помощью концевых мер длины в нескольких точках диапазона измерений.
При поверке губки штангенинструмента должны быть перпендикулярны широким нерабочим плоскостям мер.
Поверка показаний производится при свободной и закрепленной рамке для двух положений блока мер на ближнем и дальнем расстоянии от штанги.
Губки штангенинструмента должны прижиматься к мерам с усилием, обеспечивающим нормальное скольжение по рабочим поверхностям мер.
***
Допуски, посадки, квалитеты
3.3.1 Определение отклонения от плоскостности
и прямолинейности измерительных
поверхностей губок
Отклонения от плоскостности и
прямолинейности измерительных
поверхностей губок, а также торца штанги
штангенциркулей типов ШЦ-1 и ШЦТ-1
определяют лекальной линейкой.
Ребро лекальной линейки устанавливают
на торец штанги и измерительную
поверхность губок параллельно длинному
ребру. Если сеть просвет между лекальной
линейкой и торцом штанги или же
измерительными поверхностями губок
штангенциркуля, то значение просвета
определяют визуально по цвету просвета.
Значения
просвета по цвету приведены в табл. 2.
Таблица
2
|
Цвет |
Значение |
|
Белый |
Более |
|
Красный |
720 |
|
Оранжевый |
660 |
|
Желтый |
600 |
|
Зеленый |
540 |
|
Синий |
480 |
|
Фиолетовый |
420 |
Отклонение от плоскостности не должно
превышать:
— 0,004 мм – для штангенциркулей со значением
отсчета по нониусу с ценой деления шкалы
0,05 мм и длиной большей стороны измерительной
поверхности 40 мм;
— 0,007 мм – для штангенциркулей со значением
отсчета по нониусу с ценой деления шкалы
0,1 мм и длиной большей стороны измерительной
поверхности 70 мм.
Отклонение от прямолинейности не должен
превышать 0,01 мм.
3.3.2 Определение отклонения от параллельности измерительных поверхностей губок
Отклонение от параллельности плоских
измерительных поверхностей губок
определяют при зажатом положении
измерительных губок.
Если наблюдает просвет между измерительными
губками, то определяют цвет просвета
визуально.
Значения просвета по цвету см. в табл.
2.
За отклонение от параллельности плоских
измерительных поверхностей губок
принимают наибольшую разность измеренных
расстояний при каждом положении подвижной
губки, которая не должна превышать
следующих значений (ГОСТ 166—80):
0,02 мм – при значении отсчета по нониусу,
цене деления шкалы и шаге дискретности
не более 0,05 мм:
0,03 мм- при значении отсчета по нониусу
и цене деления шкалы 0,1мм.
В штангенциркулях, имеющих микроподачу,
подвижную губку перемещают при ее
помощи.
Допускается для штангенциркулей с
верхним пределом измерения свыше
400 мм определять отклонение от
параллельности губок без применения
ролика и в точках, соответствующих
нижнему и верхнему .
3.3.3 Определение погрешности штангенциркулей
Погрешность штангенциркулей определяют
по концевым мерам длины. Блок концевых
мер длины помещают между измерительными
поверхностями губок штангенциркуля.
Усилие сдвигания губок должно
обеспечивать нормальное скольжение
измерительных поверхностей губок
по измерительным поверхностям концевых
мер длины при отпущенном стопорном
винте рамки. Длинное ребро измерительной
поверхности губки должно быть
перпендикулярно к длинному ребру
концевой меры длины и находиться в
середине измерительной поверхности.
В одной из поверяемых точек погрешность
определяют при зажатом стопорном винте
рамки, при этом должно сохраняться
нормальное скольжение измерительных
поверхностей губок по измерительным
поверхностям концевых мер.
У штангенциркулей со значением отсчета
по нониусу 0,05 мм, выпускаемых из
производства, погрешность определяют
в шести точках; допускается определять
погрешность в трех точках при условии
отклонения от прямолинейности базовой
поверхности штанги, по которой базируется
рамка, не более 0,02 мм. У штангенциркулей
со значением отсчета по нониусу 0,1 мм,
выпускаемых из производства,
погрешность определяют в трех точках.
У штангенциркулей, выпускаемых из
ремонта и находящихся
в эксплуатации,
погрешность определяют в трех точках,
равно-
мерно расположенных по длине
штанги и нониуса.
Погрешность определяют при помощи
разметочных губок у штангенциркулей
типа ШЦ-Н одновременно с определением
погрешности измерительных губок в
трех точках, равномерно расположенных
по длине штанги и нониуса.
При поверке штангенциркулей класса
точности 1 со значением отсчета по
нониусу 0,1 мм несовпадение штрихов
основной шкалы и шкалы нониуса,
соответствующих действительному размеру
блока мер, измеряют при помощи
микроскопа.
Несовпадение штрихов равно погрешности
штангенциркуля в поверяемой точке.
Погрешность штангенциркулей, выпускаемых
из ремонта и находящихся в эксплуатации,
на участке шкалы свыше 500 мм допускается
определять микрометрическими нутромерами
по ГОСТ 10-75.
Погрешность для каждой пары губок не
должна превышать значений, установленных
в таблице 3.
Одновременно проверяют нулевую установку
штангенциркуля.
Для штангенциркулей типов ШЦ-I и ШЦТ-I
при сдвинутых до соприкосновения губках
смещение штриха нониуса должно быть в
плюсовую сторону. Смещение нулевого
штриха определяют при помощи концевой
меры длиной 1,05 мм, которую перемещают
между измерительными поверхностями
губок. При этом показание штангенциркуля
должно быть не более 1,1 мм.
Для штангенциркулей типов ШЦ-I и ШЦТ-I
класса точности 2, выпускаемых из ремонта
находящихся в эксплуатации, допускается
смещение нулевого штриха нониуса до
минус 0,1 мм при сдвинутых до соприкосновения
губках.
При определении погрешности штангенциркуля
результаты измерения следует занести
в таблицу 3.
Таблица 3 – Обработка результатов
измерения
|
Размер |
1,2 |
21,50 |
134 |
|
Отсчет |
|||
|
Разность |
Наибольшее
значение (по модулю) разности (Хб – Хш)
принимается за основную погрешность
штангенциркуля. Результаты поверки
записываются в таблицу 4. Затем оформляется
паспорт на средство измерения.
Таблица
4 – Результаты поверки штангенциркулей
|
№ |
Наименование |
Допускаемое |
Результат |
|
1 |
Внешний |
||
|
2 |
Опробование |
||
|
3 |
Определение |
||
|
4 |
Определение |
||
|
5 |
Определение |
Контрольные вопросы
1. Назначение и принцип действия
инструмента.
2. Какие погрешности могут появиться
при измерении штангенциркулем?
3. Как снимать отчет по нониусу?
При изучении
практической работы рекомендуется
использовать следующие учебники и
документы:
1. И. И. Балонкин, А.
К. Кутай. Точность и производственный
контроль в машиностроении. — М.:
Машиностроение. 1983.
2. А. С. Васильев.
Основы метрологии и технические
измерения. М: Машиностроение. 1996.
3. ГОСТ 166 — 89 (СТ СЭВ
704 — 77, СТ СЭВ 1309 – 78, ИСО 35РТ — 78 ) «ГСИ.
Штангенциркули. Технические условия».
4. ГОСТ 8.113 – 84 «ГСИ.
Методы и средства поверки штангенциркулей».
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
7 типов штангенциркуля: детали, принцип работы, наименьший счет и нулевая погрешность [Полное руководство]
Что такое штангенциркуль?
Типы штангенциркуля: детали, принцип работы, использование, наименьший счет и нулевая погрешность :- Штангенциркуль называют инструментом, который обычно используется для различных точных измерений и не обязательно связан только с производителями машиностроения. Существует три типа штангенциркуля, которые обычно используются в лаборатории для точного измерения длины небольших объектов, что невозможно сделать с помощью измерительной шкалы или любого другого инструмента. Итак, давайте прокрутим вниз, чтобы узнать больше о типах штангенциркуля. ( Типы микрометров )
- Тип
- Тип B
- Тип C.
В первую очередь любой штангенциркуль используется для измерения как внутреннего, так и внешнего диаметра объекта. Произведено слово штангенциркуль, означающее любой инструмент с двумя губками, который используется для определения диаметров объектов. Это инструмент, который хорошо известен тем, что позволяет получать точные измерения, которые крайне необходимы для научных экспериментов.
Принцип, по которому работает штангенциркуль, заключается в том, что всякий раз, когда есть две шкалы или деления, которые немного отличаются по размеру, используется разница внутри них, чтобы можно было повысить точность измерения.
Части штангенциркуля
Поскольку штангенциркуль пользуется большим спросом в местах, где требуется высокая точность измерения. Таким образом, возникает необходимость в правильном знании элементов штангенциркуля, которые упомянуты ниже. Итак, основными элементами штангенциркуля являются следующие:
- Основная шкала
- Нониусная шкала
- Винт с накатанной головкой
- Стопорный винт
- Глубинный стержень
- Фиксированная челюсть и
- Раздвижная челюсть
- Описание
1. Основная шкала: (Части штангенциркуля)
Штангенциркуль в основном состоит из двух стальных линеек, которые могут скользить вместе друг с другом. Одна из них представляет собой длинную прямоугольную металлическую полосу с фиксированной челюстью на одном конце и градуировкой в дюймах на верхнем конце и в нескольких сантиметрах на нижнем конце, которая, как известно, является основной шкалой. Основной масштаб можно увидеть на сплошных рамах L-образной формы, на которых см. разметка разделена на 20 частей так, что малое деление может быть равно 0.05 см. Это то, что позволяет улучшить широко используемые методы измерения наряду с прямыми измерениями с использованием метода линейной градуировки.
2. Шкала нониуса: (Части штангенциркуля)
Есть еще одна небольшая прямоугольная металлическая полоска, которая градуирована вместе с особым отношением к основной шкале, называемой шкалой нониуса, и скользит по этой длинной металлической полосе, когда у нее есть губка, аналогичная губке основной шкалы. На штангенциркуле есть две губки: одна верхняя, а другая нижняя. Это челюсти, которые используются вместе, чтобы плотно удерживать объект во время измерения его длины, что невозможно с помощью измерительной шкалы.
Внешняя челюсть, также известная как нижняя челюсть, обычно используется для измерения диаметра сферы или цилиндра, тогда как внутренние или верхние челюсти обычно используются для измерения внутреннего диаметра полого цилиндра. Наблюдается металлическая полоска, прикрепленная к задней части штангенциркуля и помогающая измерять внутреннюю глубину цилиндра.
Принцип штангенциркуля
Весы не могут измерять объекты размером менее 1 мм, тогда как штангенциркуль может измерять объекты до 1 мм. Как хорошо известно, штангенциркуль имеет две шкалы: основную шкалу и шкалу нониуса, обе из которых предназначены для измерения очень малых длин, таких как 0.1 мм и так далее. На основной шкале наименьшее значение составляет 1 мм, тогда как на шкале Вернье наименьшее значение составляет 0.9 мм. 10 единиц основной шкалы эквивалентны 1 см, тогда как 10 единиц шкалы нониуса эквивалентны 0.9 мм.
Единицей шкалы нониуса является миллиметр. Это называется основным отличием основной шкалы от шкалы нониуса, которая составляет 0.1 мм, а также называется принципом работы штангенциркуля.
Наименьшее количество штангенциркуля
Разница между значениями одного деления основной шкалы и деления шкалы нониуса называется наименьшим отсчетом штангенциркуля. Наименьшим значением штангенциркуля называют наименьшее значение, которое можно измерить этим инструментом. Чтобы рассчитать наименьшее значение штангенциркуля, значение одного деления основной шкалы необходимо разделить на общее количество делений, присутствующих на шкале нониуса.
Например, если значение одного деления основной шкалы равно 1 мм, а общее количество делений по шкале нониуса равно 10 мм, то наименьшее значение будет равно 0.1 мм. Следовательно, известно, что наименьший счет — это наименьшее расстояние, которое можно измерить с помощью инструмента, называемого штангенциркулем.
Нулевая ошибка в штангенциркуле
Погрешность нуля штангенциркуля называется математической ошибкой, из-за которой ноль нониуса не совпадает с нулем основной шкалы. Если нулевая отметка на нониусной шкале не совпадает с нулевой отметкой на основной шкале, то обнаруженная ошибка называется нулевой погрешностью. Установлено, что нулевые ошибки бывают двух типов:
- Ошибка положительного нуля
- Отрицательная ошибка нуля
1. Положительная ошибка нуля
В случае положительной ошибки нуля, если эти губки свести вместе, наблюдатель может видеть, что ноль шкалы нониуса будет впереди нуля основной шкалы. Можно сказать, что ноль шкалы Вернье находится справа от нуля основной шкалы. В обоих случаях он либо впереди нуля основной шкалы, либо справа от нуля основной шкалы. Это называется нулевой ошибкой, которая является положительной.
2. Отрицательная ошибка нуля
В случае отрицательной ошибки нуля, как только обе губки сведены вместе, наблюдатель может видеть ноль шкалы нониуса, который находится на задней стороне нуля основной шкалы или может также находиться слева от нуля основной шкалы. Таким образом, если ноль шкалы нониуса находится сзади или слева от нуля основной шкалы, то в обоих случаях ошибка нуля оказывается отрицательной ошибкой.
3. Отсутствие нулевой ошибки
При отсутствии ошибки нуля, когда обе челюсти сведены вместе, наблюдатель может видеть ноль основной шкалы, совпадающий с нулем шкалы нониуса. Если они находятся точно на прямой линии, то говорят, что штангенциркуль свободен от нулевой ошибки, или можно сказать, что в этом штангенциркуле нет нулевой ошибки.
Типы штангенциркуля
Ниже перечислены различные типы штангенциркулей:
- Штангенциркуль с плоской кромкой
- Штангенциркуль с режущей кромкой
- Суппорт с зубьями нониуса
- Нониусный глубиномер
- Плоский и остроконечный штангенциркуль
- Нониусный измеритель высоты
- Штангенциркуль с нониусом
1. Штангенциркуль с плоской кромкой: (Типы штангенциркуля)
Штангенциркуль с плоской кромкой Штангенциркуль относится к типу нониуса, который используется для обычных функций, таких как внешнее измерение длины, ширины, толщины и диаметра. Так как его ребро оказывается особого типа, то вместе с ним может быть снято и внутреннее измерение. Принимая во внимание, что из этого измерения необходимо вычесть ширину. Этот тип измерения часто указывается на челюсти, в противном случае его следует измерять микрометром.
2. Штангенциркуль с ножевой кромкой: (Типы штангенциркуля)
Штангенциркуль с кромкой ножа — это нониус, края которого похожи на нож. Этот штангенциркуль в основном используется в местах с узким пространством, расстоянием между отверстиями двутаврового болта и т. Д. Его важность связана с тонким краем его губки, которая быстро изнашивается и начинает давать неточные измерения. Этот тип нониуса следует использовать экономно и осторожно.
3. Штангенциркуль с плоской и ножевой кромкой: (Типы штангенциркуля)
Штангенциркули с плоской кромкой и остроконечной кромкой называются штангенциркулем, у которого губка похожа на обычный штангенциркуль с одной стороны, а губка с острой кромкой — с другой стороны. Эти типы штангенциркулей можно использовать для выполнения всех видов работ, так как они могут легко измерять все.
4. Штангенциркуль с нониусной шестерней: (Типы штангенциркуля)
Зубчатый штангенциркуль с нониусом относится к особому типу инструмента, который сделан из комбинированной формы двух штангенциркулей с нониусом. Этот тип нониуса состоит из двух отдельных шкал: вертикальной и горизонтальной. В штангенциркуле толщина зуба шестерни может быть взята из делительной окружности или можно сказать, что штангенциркуль используется для измерения различных частей шестерни.
5. Нониусный глубиномер: (Типы штангенциркуля)
Нониусный глубиномер называется инструментом, который используется для измерения глубины канавки любой конкретной работы, такой как отверстие или канавка. Этот тип нониуса почти аналогичен штангенциркулю, и показания также снимаются таким же образом, но обнаруживается, что он имеет плоское основание, которое используется вместо челюсти.
Глубиномер изготавливается с использованием тонкой балки, похожей на узкую линейку, а основная шкала и шкала нониуса также находятся в дюймовой или метрической системе. Основное назначение такого нониуса в том, что наблюдатель может с его помощью производить измерения трех видов:
- Основная шкала размечена в долях дюймов и также разделена на 64 подраздела.
- Другой конец имеет 40 подразделов, и каждая четвертая строка немного больше. Он содержит локальный размер с минимальным измерением 0.001 и берется с помощью шкалы нониуса.
- Показания находятся в мм, которые могут принимать минимальное измерение 0.02 мм вместе с шкалой нониуса.
6. Вернье-высотомер: (Типы штангенциркуля)
Нониусные штангенрейсмасы используются для точного измерения высоты или любой маркировки с высочайшей требуемой точностью. Этот тип инструментов очень похож на штангенциркуль, поскольку он используется путем прикрепления некоторых дополнительных насадок. Балка закреплена на основании по длине. Также на самой балке закрепляется выносная чертилка, с помощью которой измеряется высота работы или делается разметка. Кроме того, они подразделяются на два разных типа:
- Твердая основа
- Подвижная база
В твердотельном верньере нет возможности установить балку или основание в соответствии с требованиями площадки, тогда как в верньере с подвижным основанием эта возможность существует. Это тип штангенциркуля-нониуса, который представляет собой набор и имеет основание, штангенциркуль, фиксирующий винт смещенной разметки и т. д. Это типы штангенциркуля-нониуса, которые можно использовать как обычный штангенциркуль, отделив его основание. . Чтобы использовать оба типа штангенрейсмасов, необходимо учитывать следующие моменты:
- Убедитесь, что используете его на ровной поверхности рабочих мест.
- Избегайте чрезмерного давления при маркировке, чтобы избежать поломки.
- Использовать только на поверхностной плите.
- Использовать только для точной маркировки или измерений.
- Показания следует записывать.
7. Штангенциркуль с нониусом: (Типы штангенциркуля)
В штангенциркуле обнаруживаются шансы ошибок, когда речь идет о чтении. Поэтому, чтобы избежать этого, в настоящее время используются штангенциркули с нониусом, которые заменили шкалу нониуса, а также содержат градуированную шкалу, чтобы избежать ошибки чтения.
Подобно штангенциркулю, это инструменты, которые можно использовать для измерения размеров как в дюймах, так и в миллиметрах. Подобно циферблатному индикатору, в этих венирах также используются рейка и шестерня. Рейка оказывается на основной шкале, соединенной с шестерней циферблата. Этот тип подвижных губок — это те, которые перемещаются роликом для большого пальца, чтобы снять показания, для этого необходимо проверить, сколько основных и вспомогательных отметок на дюйм скошенной кромки подвижной губки, которая пересекла и добавила чтение.
Тип А, В и С Штангенциркуль
Штангенциркули широко классифицируются на основе международного стандарта 3651-1974. В соответствии с этим стандартом существует три типа штангенциркуля, которые соответствуют требованиям к внешним и внутренним измерениям до 2000 мм с точностью 0.02, 0.05 и 0.1 мм. Различные типы штангенциркуля Vernier классифицируются как тип A, тип B и тип C.
1. Вернье типа А
Этот тип нониуса имеет только одну шкалу, расположенную на передней части балки и обеспечивающую прямое считывание показаний. Эти верньеры имеют губки с обеих сторон для расчета внешних и внутренних измерений. Также найдено лезвие для измерения глубины. Штангенциркули изготовлены из стали очень хорошего качества, а измерительные поверхности закалены до твердости 650 HV. Балка спроектирована плоской на всем протяжении, так что ее длина находится в пределах допусков для номинальных длин от 900 до 1000 мм, для размеров 1500 и 2000 мм.
Направляющая поверхность балки выполнена линейной в пределах 0.01мм для измерения диапазона 200мм и 0.01мм. Согласно IS 3651-1974 существуют следующие номинальные размеры для измерения:
0-125 мм, 0-200 мм, 0-250 мм, 0-300 мм, 0-500 мм и 0-750 мм.
Эта шкала хорошо подходит как для внешних, так и для внутренних измерений. Неподвижная губка выполнена как неотъемлемая часть балки, при этом скользящая губка выполнена с хорошей посадкой со скольжением вместе с балкой, которая выполнена с возможностью перемещения вдоль штанги без заеданий.
2. Вернье типа B
Тип B относится к тем нониусам, которые состоят только из одной шкалы, расположенной на передней части балки, чтобы можно было правильно снимать показания. Это тот тип нониуса, который снабжен губками с обеих сторон как для внешнего, так и для внутреннего измерения. Балка специально сделана плоской по всей длине, чтобы выдерживать допуски 0.05 мм для номинальной длины до 300 мм, 0.08 мм от 900 до 1000 мм и 0.015 мм для размеров 1500 и 2000 мм.
Основная шкала, которая служит для внешнего измерения, и внутренние измерения — это те, которые выполняются путем добавления ширины внутренних измерительных губок для получения показаний на шкале.
Согласно ГОСТ 3651-1974 номинальные размеры для измерения следующие:
Найдена шкала, которая служит как для внешних, так и для внутренних измерений. Измерительные поверхности имеют довольно тонкую шлифовку, так что часть губок внутри балки и измерительные поверхности могут быть освобождены. Фиксированная губка считается составной частью балки, тогда как скользящая губка выполнена с хорошим скользящим прилеганием к балке и выполнена с возможностью перемещения вдоль штанги без заеданий. Измерение размера этих типов нониуса очень похоже на размер типа А..
3. Вернье типа C
Нониусы типа C относятся к тем, которые очень похожи на нониусы типов A и B и также состоят только из одной шкалы, расположенной в передней части луча, так что можно выполнять прямое считывание. Это нониусы, которые имеют губки с обеих сторон, чтобы можно было выполнять измерения и операции маркировки.
Балка специально сделана плоской по всей длине, чтобы выдерживать допуски 0.05 мм для номинальных длин от 300 мм, 0.08 мм от 900 до 1000 мм и 0.15 мм для размеров 1500 и 2000 мм.
Поверхность, подлежащая измерению, подвергается тонкой шлифовке, а часть губок внутри балки вместе с измерительными гранями снимаются. Фиксированная губка считается составной частью балки, так что скользящая губка хорошо скользит по балке и движется без заеданий вместе со штангой.
Работа штангенциркуля
На данный момент почти все должно быть известно об инструменте, штангенциркуле. В то время как это работает, до сих пор неизвестно, и это важная вещь, которую нужно знать.
Вы должны быть в состоянии найти скользящую губку, которая находится и отвечает за движение на основной шкале вместе с направляющей поверхностью и сопровождается шкалой нониуса, при этом она имеет измерительный наконечник на левой стороне. Если обнаружены две поверхности измерительного наконечника, находящиеся в контакте друг с другом, то шкала считается имеющей нулевое показание. Принимая во внимание регулировку любой подвижной челюсти, следует сказать, что более тонкая регулировка подвижной челюсти может быть достигнута путем регулировки винтов.
В начальные моменты весь узел подвижной губки необходимо отрегулировать так, чтобы оба измерительных наконечника могли касаться частей, которые необходимо измерить. После чего блокировка B затянута должным образом. Окончательная регулировка зависит от значения поправочного коэффициента и выполняется простой регулировкой винтов таким образом, чтобы часть, содержащая стопорную гайку А и подвижную губку, могла двигаться должным образом, регулировочный винт вращается на винте, который находится в способ закрепления на подвижной челюсти.
После того, как все окончательные настройки будут выполнены, можно также затянуть стопорную гайку, после чего показания можно будет легко отметить.
Штангенциркуль используется для определения наружных и внутренних диаметров, линейных размеров, глубин канавок и отверстий, а также расстояний между уступами. Некоторые модификации позволяют наносить разметку на поверхности заготовок. Инструмент применяется для измерения обрабатываемых деталей на механических и слесарных производственных участках, контроля выработки изнашиваемых поверхностей при проведении ремонта оборудования, благодаря простоте в освоении используется в домашних мастерских.
Содержание
- 1 Конструкция штангенциркуля
- 2 Порядок измерений
- 3 Считывание результатов
- 3.1 По нониусной шкале
- 3.2 По часовому индикатору
- 3.3 По цифровому табло
- 4 Разметка
- 5 Почему возникают ошибки при измерениях
Конструкция штангенциркуля
Представленный на рис. 1 штангенциркуль типа ШЦ-1 состоит из:
- Штанги.
- Рамки.
- Измерительной шкалы.
- Верхних губок.
- Нижних губок.
- Глубиномера.
- Шкалы нониуса.
- Зажимного винта.
Выбор штангенциркуля для конкретной задачи определяется габаритами, конструктивными особенностями детали и требованиями к точности размеров. Инструменты различаются следующими параметрами:
- Диапазоном измерений. Длина шкалы на штанге составляет от 125 до 4000 мм.
- Точностью. Распространенные модификации имеют погрешность 0.1, 0.05, 0.02 и 0.01 мм.
- Функционалом. Существуют штангенциркули с глубиномером и без него.
- Количеством и формой мерительных поверхностей. Губки односторонних и двухсторонних инструментов бывают плоскими, заостренными или закругленными.
- Конструкцией отсчетного устройства. Оно бывает нониусным, механическим часового типа или электронным.
Штангенциркули изготавливаются из износостойких инструментальных сталей, а их мерительные поверхности могут быть усилены твердосплавными напайками. Для разметки деталей на незаостренные губки устанавливают резцы (рис. 2), комплектующиеся державками и зажимными винтами.
Порядок измерений
Инструмент и деталь нужно подготовить к работе: удалить загрязнения, свести губки вплотную и убедиться в том, что показания соответствуют «0». Для измерения наружного диаметра или линейного размера необходимо:
- развести губки путем передвижения рамки;
- сдвинуть до плотного прилегания к контрповерхостям;
- зафиксировать положение рамки стопорным винтом;
- вывести штангенциркуль для оценки полученных результатов.
Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения.
Для измерения глубины отверстия:
- перемещением рамки выдвигают глубиномер;
- опускают его в отверстие до дна и прижимают к стенке;
- перемещают штангу до упора в торец;
- фиксируют стопорным винтом и выводят.
Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ-2 и ШЦ-3 есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом (рис.3). Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге, а положение основной регулируют вращением микрометрического винта.
Считывание результатов
По нониусной шкале
Количество целых миллиметров отсчитывается от нулевого деления на рейке до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.
На рисунке 4 показаны размеры: а – 0.4 мм, б – 6.9 мм, в – 34.3 мм. Цена деления нониуса 0.1 мм
По часовому индикатору
Количество целых миллиметров отсчитывают на штанге от нуля до последней риски, не скрытой под рамкой. Доли определяют по индикатору: номер деления, на котором остановилась стрелка, умножают на его цену.
На рисунке 5 показан размер 30.25 мм. Цена деления индикатора 0.01 мм.
По цифровому табло
Здесь считать не нужно, размер отображается на дисплее.
Для определения внутреннего размера, снятого инструментом с радиусными мерительными поверхностями (нижние губки на рис. 3), к показаниям на шкале добавляют их толщину, которая указана на неподвижной губке. Чтобы посчитать наружный размер, снятый штангенциркулем с резцами (рис. 2), их толщину отнимают от показаний на шкале.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
![]() Download Article
Download Article
![]() Download Article
Download Article
Calipers are measuring tools used to precisely determine the width of a gap or object, much more accurately than a tape measure or ruler. Besides digital models, which uses an electronic screen, a caliper can display the measurement on a pair of scales (vernier caliper) or on a scale and dial gauge (dial caliper).
-

1
Identify your caliper. Use the instructions for vernier calipers if your tool has two scales, one sliding over the other. If your tool has one scale and a round dial instead, see the dial caliper instructions instead.
- If you are using a digital caliper, the measurement should be displayed on an electronic screen, typically with the option to switch between mm (millimeters) and inches (in). Before you take the measurement, close the larger jaws completely and press the Zero, Tare or ABS button to set the closed position to a value of zero.
Advertisement
-

1
Check for zero errors. Loosen the screw or screws holding the sliding scale in place. Move the sliding scale until the larger jaws of the caliper are fully pressed against each other. Compare the 0 positions on the sliding scale and the fixed scale, which is engraved on the caliper body. If the two 0 marks are lined up exactly, skip ahead to reading the measurement. Otherwise, continue to the next step to correct the error.
Correcting the Zero Error
-

1
Use an adjustment wheel if present. While this is not common, some vernier calipers have an adjustment wheel on the sliding scale, which can be pushed to adjust the sliding scale without affecting the caliper jaws. If your model has this wheel, push it until the zeroes on the sliding scale and fixed scale line up, then skip ahead to reading the measurement. Otherwise, continue to the next step.
- Watch the jaws closely to make sure you are not pushing a fine adjustment screw, which opens and closes the jaws by small amounts.
-

2
Calculate a positive zero error. If the sliding scale’s 0 is to the right of the fixed scale’s 0, read the measurement on the fixed scale that lines up with the sliding scale’s 0. This is a positive zero error, so write this down with a + sign.
- For example, if the sliding scale’s 0 is at 0.9mm on the fixed scale, write down «zero error: +0.9 mm.»
-

3
Calculate a negative zero error. If the sliding scale’s 0 is to the left of the fixed scale’s 0, take the following steps:
- With jaws closed, look for a mark on the sliding scale that lines up exactly with a value on the fixed scale
- Move the sliding scale so that mark lines up with the next highest value. Repeat until the sliding scale 0 is to the right of the fixed scale 0. Note the amount of distance moved.
- Read the value on the fixed scale that lines up with the sliding scale’s 0.
- Subtract the amount of distance moved from the value you just read. Write down this zero error, including the negative sign.
- For example, the 7 on the sliding scale lines up with the 5mm mark on the fixed scale. Move the sliding scale until it is further right than the fixed scale, then line up the 7 with the next fixed-scale mark: 7mm. Note that you moved a distance of 7 — 5 = 2mm. The sliding scale’s 0 is now located at the 0.7mm mark. The zero error is equal to 0.7mm — 2mm = -1.3mm.
-

4
Subtract the zero error from all measurements. Any time you take a measurement, subtract your zero error from the result to get the actual dimensions of the object. Don’t forget to take the sign of the zero error (+ or -) into account.
- For example, if your zero error is +0.9mm, and you take a measurement that reads 5.52mm, the actual value is 5.52 — 0.9 = 4.62mm.
- For example, if your zero error is -1.3mm, and you take a measurement that reads 3.20mm, the actual value is 3.20 — (-1.3) = 3.20 + 1.3 = 4.50mm.
Advertisement
Reading the Measurement
-

1
Adjust the jaws to take a measurement. Clamp the large, flat jaws around an object to measure an outside dimension. Insert the smaller, curved jaws into an object and expand them outward to measure the interior dimension. Tighten the locking screw to keep the scale in place.
- Slide the scale to open or close the jaws. If your caliper has a fine adjustment screw, you can use this to make more precise adjustments.
-

2
Read the fixed scale value. Once you have the caliper jaws in the right position, look at the fixed scale, engraved onto the body of the caliper. Typically there is an imperial and a metric fixed scale; either one will work. Take these steps to find the first couple digits of your measurement:
- Find the 0 value on the smaller, sliding scale, next to the fixed scale you are using.
- On the fixed scale, find the nearest mark to the left of that 0, or exactly on it.
- Read that mark’s value just like you would read a ruler – but note that the imperial side of a caliper divides each inch into tenths, not sixteenths as most rulers do.
-

3
Check the sliding scale for additional digits. Examine the sliding scale carefully, starting at the 0 mark and moving right. Stop when you find a mark that lines up exactly with any mark on the fixed scale. Read this value on the sliding scale as you would a regular ruler, using the unit engraved on the sliding scale.
- The value of the fixed-scale mark makes no difference. You only need to read the value on the sliding scale.
-

4
Add the two values together to get your final answer. This should be a simple case of writing the fixed scale digits, then writing the sliding scale digits afterward. Check the unit engraved on each scales just to make sure.
- For example, your fixed scale measures 1.3 and is marked «inches.» Your sliding scale measures 4.3 and is marked «0.01 inches,» meaning it represents 0.043 inches. The exact measurement is 1.3 inches + 0.043 inches — 1.343 inches.
- If you found a zero error earlier, don’t forget to subtract it from your measurement.
Advertisement
-

1
Check for a zero error. Close the jaws completely. If the needle on the dial doesn’t point to zero, rotate the dial with your fingers, until the zero is beneath the needle.[1]
You may need to loosen a screw at the top or base of the dial face before you can do this.[2]
If so, remember to tighten the screws again after you’ve made the adjustment. -

2
Take the measurement. Close the larger, flat jaws around an object to measure the outside diameter or width, or insert the smaller, curved jaws into an object and expand to measure the interior diameter or width.
-

3
Read the scale value. The scale engraved on your caliper can be read just as you would a regular ruler. Find the value at the inner edge of your caliper’s jaws.
- The scale should be labeled with a unit, typically cm (centimeters) or in (inches).
- Note that the inches scale of a caliper is typically an engineer’s scale, with each inch divided into ten parts (0.1) or five parts (0.2). This is different from most rulers, which display sixteenths or eighths of an inch.
-

4
Read the dial value. The needle on the dial points to an additional value for more precise measurement. The units should be labeled on the dial face, typically 0.01 or 0.001 cm or in.
-

5
Add the two values together. Convert both measurements to the same unit, then add them together. For many applications, you may not need to use the most precise digits.
- For example, the fixed scale displays 5.5 and is labeled cm. The needle on the dial points to 9.2 and is labeled 0.001 cm, so this represents 0.0092 cm. Add them together to get a measurement of 5.5092 cm. Unless you are working on a project that requires extreme precision, you can probably round this to 5.51 cm.
Advertisement
Ask a Question
200 characters left
Include your email address to get a message when this question is answered.
Submit
Advertisement
-
To reduce the risk of errors, store your calipers with the jaws slightly apart.[3]
Periodically remove dust and grime between the jaws by wiping with rubbing alcohol or mineral spirits. -
Consider purchasing a digital caliper if you are having trouble reading a vernier or dial caliper.
Thanks for submitting a tip for review!
Advertisement
-
Do not tilt the caliper when taking a measurement. If the jaws are not perpendicular to the diameter you are measuring, you will not get an accurate result.
Advertisement
Video
References
About This Article
Article SummaryX
To read a dial caliper, start by closing the flat jaws of the caliper around the object you want to measure. Then, look at the scale value that’s at the inner edge of the caliper’s jaws and write it down, including the unit. Next, read the value that the needle on the dial is pointing at and write that down as well. Finally, convert the 2 values to the same unit of measurement and then add them together. To learn how to read a vernier caliper, keep reading!
Did this summary help you?
Thanks to all authors for creating a page that has been read 210,143 times.
Did this article help you?
Погрешность измерений штангенинструментами
Погрешности линейных измерений
Как и при измерениях любыми инструментами, штангенинструментом можно измерить линейные размеры детали с некоторой предельной степенью точности, которая зависит не только от качества и точности изготовления измерительного средства, но и от некоторых других факторов.
Погрешностью средств измерений называется отклонение его показания (выходного сигнала) от воздействующей на его вход измеряемой величины (входного сигнала).
Погрешности, возникающие в процессе измерений, можно разделить на систематические и случайные.
Кроме этого, в процессе измерения могут появиться грубые (очень большие) погрешности, а также могут быть допущены промахи.
К систематическим погрешностям относят составляющую погрешности измерений, которая остается постоянной или закономерно изменяется при повторных измерениях одной и той же величины.
Как правило, систематические погрешности могут быть в большинстве случаев изучены и учтены до начала измерений, а результат измерения может быть уточнен за счет внесения поправок, если их числовые значения определены, или за счет использования таких способов измерений, которые дают возможность исключить влияние систематических погрешностей без их определения.
К случайным погрешностям измерения относят составляющие погрешности измерений, которые изменяются случайным образом при повторных измерениях одной и той же величины.
Эти погрешности, в отличие от систематических, нельзя предвидеть заранее, поскольку их появление носит случайный характер.
Основными причинами грубых погрешностей и промахов могут являться ошибки экспериментатора, резкое и неожиданное изменение условий измерения, неисправность прибора и т. п.
Суммарная погрешность измерения с помощью штангенинструментов состоит из следующих составляющих:
- погрешность Δ1,возникающая от ошибок нанесения штрихов шкалы на штанге и на нониусе. Это систематическая погрешность, но она не известна и не может быть учтена и компенсирована, поэтому ее учитываю как случайную;
- погрешность Δ2, возникающая из-за нарушения принципа Аббе. Это случайная погрешность первого порядка, зависящая от длины губок, зазоров в направляющей ползуна и усилия прижима губки к измеряемой детали;
Эрнст Аббе (1840-1905) — немецкий физик-оптик. Является автором теории микроскопа, конструктор многих оптических приборов. Руководитель оптических заводов К. Цейса в Йене.
Принцип Аббе (компараторный принцип, принцип последовательного расположения) заключается в следующем: линия измерения должна являться продолжением линии рабочих (снимающих размер) элементов измерительного прибора, т. е. необходимо, чтобы ось шкалы прибора располагалась на одной прямой с контролируемым размером проверяемой детали.
В случае расположения измерителя и измеряемого предмета не на одной прямой при измерении возникает ошибка первого порядка, величина которой будет тем больше, чем больше при одних и тех же условиях было расстояние между предметом и измерителем.
При уменьшении этого расстояния уменьшается и возможная ошибка, которая сделается равной нулю, когда измеряемый предмет и измеритель, с которыми производится сравнение, будут расположены на одной прямой.
Это положение было впервые высказано Э. Аббе в 1890 г. на съезде в Бремене. Оно легло в основу устройства ряда измерительных приборов, сконструированных фирмой К. Цейса в Йене и получило название принцип Аббе.
Если этот принцип не выдерживается, то перекос и не параллельность направляющих измерительного прибора вызывают значительные погрешности измерения.
При соблюдении принципа Аббе погрешностями, вызываемыми перекосами, можно пренебречь, так как они являются ошибками второго порядка малости.
- погрешность Δ3, возникающая из-за ошибок отсчета по штриховой шкале и нониусу. Это случайная погрешность;
- погрешность Δ4, возникающая из-за неодинакового усилия прижима губки к измеряемой детали. Это случайная погрешность, возникающая из-за деформации контролируемой поверхности измерительными губками;
- погрешность Δ5,возникающая из-за отклонений температуры изделия и штангенинструмента от нормальной температуры. В процессе измерения штангенинструмент, а иногда и контролируемую деталь держат в руках. Поэтому температура измеряемой детали и штангенинструмента переменная, что вызывает случайную погрешность;
- погрешность Δ6, возникающая от перекосов губок штангенинструмента относительно измеряемой детали.
***
Суммарная погрешность определяется суммой квадратов всех перечисленных погрешностей:
ΔΣ = ±2σ = √(∆12 + ∆22 + ∆32 + ∆42 + ∆52 + ∆62).
У электронного штангенциркуля дополнительно возникает погрешность Δ7 из-за ошибок инкрементного емкостного преобразователя, но зато отсутствует погрешность штриховых шкал Δ1 и отсчета по ним Δ3.
Таким образом, погрешность электронного штангенциркуля может быть определена по формуле:
ΔΣ = ±2σ = √(∆22 + ∆42 + ∆52 + ∆62 + ∆72).
Из этих формул видно, что основные и наиболее значимые составляющие погрешности механического и электронного штангенинструмента – погрешности, обусловленные нарушением принципа Аббе (перекосами инструмента при измерениях) и отклонением температуры. Поэтому наличие инкрементного преобразователя и цифрового отсчета не повышает точность электронного штангенинструмента, несмотря на меньшую дискретность отсчета (0,01 мм) и более удобное считывание показаний.
Фирмы-изготовители часто приводят эмпирические формулы для расчета погрешности измерения собственных инструментов.
Так, фирма «Tesa» (Швейцария) приводит следующие формулы для ориентировочного расчета предельно допустимой погрешности измерения штангенциркулем:
— с нониусом или циферблатом с ценой деления нониуса 0,1 или 0,05 мм: Δlim = (20 + ℓ/10 мм) мкм;
— для штангенциркулей с ценой деления нониуса 0,02 мм: Δlim = (22 + ℓ/50 мм) мкм.
Однако во всех случаях практически предельно допустимая погрешность измерения штангенинструментов будет более 50 мкм.
Штангенциркули, штангенглубиномеры и штангенрейсмасы так же, как и другие средства измере-ния, подлежат обязательной поверке и калибровке. Поверку и калибровку штангенинструментов проводят в соответствии с ГОСТ 8.113-85.
Поверку погрешностей показаний штангенинструментов производят с помощью концевых мер длины в нескольких точках диапазона измерений.
При поверке губки штангенинструмента должны быть перпендикулярны широким нерабочим плоскостям мер.
Поверка показаний производится при свободной и закрепленной рамке для двух положений блока мер на ближнем и дальнем расстоянии от штанги.
Губки штангенинструмента должны прижиматься к мерам с усилием, обеспечивающим нормальное скольжение по рабочим поверхностям мер.
***
Допуски, посадки, квалитеты
Из истории инструмента
Историю этого инструмента показательно рассматривать в контексте истории металлообработки и одного из направлений ее развития — токарного дела. Исторический период 15−18 веков характеризуется чередой научных открытий и практическим внедрением этих открытий во всех отраслях экономики этого периода.
Применение математического подхода в астрономии расширило горизонты морской навигации, эпоха Великих географических открытий подняла на новый уровень объем торговли и промышленного производства. Мелкотоварное производство уступило место мануфактурному, а промышленная революция 18−19 веков окончательно установила переход к массовому применению машин и индустриализации.
Хронология событий
Для наглядности можно представить хронологию этих событий, включающую ключевые точки появления штангенциркуля:
- Начало XVI века — токарные станки применяются в основном для обработки дерева, кости и мягких металлов. Привод, хотя и усовершенствованный с древних времен, по-прежнему ручной или ножной, так же, как и резец, остается в руках мастера. Вехой можно считать появление стального центра и люнета для крепления заготовки.
- К этому же периоду относится имеющая прямое отношение к штангенциркулю попытка португальского математика Педро Нуньеша создать прибор для точного измерения углов с помощью набора деленных на равные части концентрических окружностей. Целью являлась не металлообработка, а насущные проблемы навигации. До изготовления и практического применения прибора дело не дошло, но направление мысли не осталось незамеченным.
- К середине XVI века токарные станки оснастили механическим приводом от водяного колеса, что позволило приступить к обработке резанием стали. В это время в мастерских появились первые образцы современного штангенциркуля — деревянные линейки с передвижными измерительными губками и нанесенной шкалой для прямого измерения. Вернувшись к Микеланджело, отметим, что именно циркуль явился прообразом штангенциркуля — замеры деталей выполнялись ножками циркуля, а величину определяли по линейке. Очевидно, нашелся мастер, упростивший эту процедуру, совместив оба инструмента в одном и сократив измерение до одной операции.
- В 1631 году математик из Бургундии Пьер Верньер закончил начатое Нуньешем дело, доработав его мысль и адаптировав ее технически в квадранте для измерения угловых величин. Созданная им дополнительная измерительная шкала тут же широко шагнула во многие направления измерений, получив при этом названия в честь обоих ученых — «нониус» или «верньер». При этом в металлообработке в основном используют понятие нониус, верньер более распространен в приборной и радиотехнической отрасли.
- Результатом постоянного совершенствования на отрезке более ста лет стало оснащение к началу XVIII века токарного станка суппортом для жесткого крепления резца, механизмами продольной и поперечной подачи. Токаря уже имели в своем распоряжении мерительный инструмент с нониусной шкалой, позволяющей обеспечить соответствующее качество изготовления.
- К концу XVIII века появился на свет универсальный токарный станок, принцип устройства и работы которого мало в чем изменился по сегодняшний день. С этим периодом связано и появление понятий стандартизации и унификации продукции и мерительного инструмента, единой системы измерения.
Происхождение названия
К истории штангенциркуля можно добавить немного интересной информации о его названии.
В русском языке за инструментом по каким-то причинам закрепилось название с немецкими корнями — «штанга» и «циркуль». Обиходным среди специалистов для образца ШЦ-I является термин «колумбик», прижившийся с советских времен по имени компании «Колумбус», массово поставлявшей измерительную технику в нашу страну.
В Германии под названием Stangenzirkel используют инструмент, более соответствующий переводу — разметочный штанговый циркуль. Аналоги российского штангенциркуля выпускаются под названием Messchieber — раздвижной измеритель или Schieblehre — измерительная линейка.
Во многих языках название инструмента является производным от слова «калибр», что подчеркивает высокую точность измерения. В качестве примера можно привести английский calliper, испанский calibrador, итальянский calibro a corsoio (калибр кулисного камня — элемента шатунного механизма). Английский штангенциркуль имеет еще одно название — trammel, переводимый также как препятствие, трал или невод.
Методика поверки
Поверку измерительных инструментов, как и их производство, осуществляют согласно нормам ГОСТа 8.113-85. Контрольно-измерительные манипуляции проводятся в специальных лабораториях и выполняются на сверхточных станках. Однако выполнить простейшую поверку штангенциркуля можно и в домашних условиях. Для этого инструмент тщательно очищают от грязи, пыли, налипших опилок, металлической стружки и смазочных материалов, после чего насухо вытирают чистой тканью. Затем сводят губки штангенциркуля до упора и смотрят за положением нулевых штрихов.

Если прибор отрегулирован правильно, то риски должны совпадать. В противном случае необходимо обратиться в специализированный центр, где произведут поверку и настройку прибора, на основании которых выдадут свидетельство установленного образца. При регулярном использовании штангенциркуля поверку выполняют не реже одного раза в год. В случае износа металла рабочих губок инструмент становится негоден к дальнейшему использованию и подлежит замене на новый. Для увеличения срока службы прибора необходимо держать его в чистоте, а хранение осуществлять только в чехле или футляре.

Что это такое?
Этот прибор конструктивно похож на более известный инструмент – штангенциркуль. Он имеет более узкую специализацию, чем последний, и предназначен только для линейных замеров пазов, канавок и уступов в одном направлении – в глубину. По этой причине у штангенглубиномера отсутствуют губки.
Замер осуществляется путём ввода торца измерительной штанги в паз, глубину которого требуется определить. После этого следует передвинуть рамку вдоль основной шкалы на штанге. Затем, когда рамка установлена в правильное положение, нужно определить показания одним из трёх возможных способов (см. ниже).


Существует 3 типа снятия показаний с прибора, по трём соответствующим его модификациям:
- по нониусу (штангенглубиномеры типа ШГ);
- по круговой шкале (ШГК);
- по цифровому дисплею (ШГЦ).
Как утверждает ГОСТ 162-90, приборы трёх перечисленных типов могут иметь диапазон измерения до 1000 мм. При этом распространёнными диапазонами являются 0-160 мм, 0-200 мм, 0-250 мм, 0-300 мм, 0-400 мм и 0-630 мм. При покупке или заказе штангенглубиномера вы можете узнать его диапазон по соответствующей условной маркировке. Например, модель, измеряющая глубину от 0 до 160 мм с отсчётом по круговой шкале, будет иметь обозначение ШГК-160.
В зависимости от устройства прибора важными параметрами, также регламентированными ГОСТом, являются следующие.
- Значения отсчёта по нониусу (для модификаций типа ШГ). Могут быть равными 0.05 или 0.10 мм.
- Цена деления круговой шкалы (для ШГК). Установленные значения – 0.02 и 0.05 мм.
- Шаг дискретности цифрового отсчётного устройства (для ШГЦ). Общепринятый стандарт – 0.01 мм.
- Длина измерительной рамки. Не менее 120 мм. Для моделей с диапазоном измерения до 630 мм и более необходимый минимум составляет 175 мм.
В установленных ГОСТом технических условиях определены стандарты точности данного прибора. Для устройств с нониусом предел допустимой погрешности составляет от 0.05 мм до 0.15 мм в зависимости от диапазона измерения. Приборы с круговой шкалой имеют допустимую погрешность 0.02 – 0.05 мм, а цифровые – не более 0.04 мм.

Устройство и принцип работы.
5.1. Штангенциркуль имеет две шкалы и микровинтовое устройство для тонкой регулировки рамки. Основная шкала нанесена на штанге с делениями через 1 мм, вторая шкала – на нониусе, который закреплен на рамке. Фиксация рамки производится при помощи стопорного винта. Плавное перемещение рамки обеспечивается пружиной, расположенной внутри рамки.
5.2. Наружные размеры измеряются при помощи нижних губок. Верхние губки применяются для измерения внутренних размеров. Для разметочных работ используются обе пары губок.
5.3. Отсчет размеров производится методом непосредственной оценки совпадения деления шкалы с делениями нониуса.
Рис.1. Схема измерения
5.4. Измерение с помощью штангенциркуля различных элементов конструкции (диаметров отверстия или вала, межцентрового расстояния, глубины отверстия и т.п.) проводят следующим образом: при отстопоренном винте 5 перемещают по штанге 1 нониус 6, приводят в соприкосновение с поверхностями измеряемых деталей измерительные поверхности штанги и нониуса 2 и 3 или соединенного с нониусом измерительного стержня 7. В этом положении необходимо застопорить рамку нониуса 6 винтом 5 и снять отсчет со шкалы прибора.
Практические примеры
Качество измерения зависит как от индивидуальной квалификации специалиста, так и от способности человеческого глаза оценивать объект измерения. Именно по этой причине класс точности штангенциркулей ограничен делением 0,05 мм — более мелкая нониусная шкала с трудом воспринимается зрением и может привести к ошибке. Хотя бывают и штангенциркули повышенной точности — до 0,02 мм. Основная шкала этого прибора имеет цену деления 0,05 мм.
Примеры измерений:
- Замер наружного диаметра втулки. Целое число делений основной шкалы — 33, совпавшей риской нониуса считаем 0,05. Наружный диаметр втулки 33,05 мм.
- Замер внутреннего диаметра втулки. Результат — 27,30 мм.
- Проверка осуществляется замером толщины стенки — 2,80 мм. Пересчет по двум первым замерам дает (33,05−27,30)/2=2,90 мм.
- Замер высоты втулки губками инструмента — 40,40 мм.
- Замер высоты глубиномером — 40,40 мм.

Чем объясняется полученная погрешность 0,05 при замере толщины стенки? Можно назвать три причины:
- погрешность инструмента;
- качество изготовления детали. У втулки при отрезке не сняты заусенцы, что привело к недостоверному результату при замере внутреннего диаметра, а результат замера должен заставить токаря исправить это отклонение;
- третья причина точно сформулирована великим творцом Возрождения Микеланджело: «Циркуль следует иметь в глазу, а не в руке, ибо рука работает, а глаз судит». Глубиномер при замере можно было установить не строго вертикально, полученный замер получился бы недостоверным.
Инструкция инструмента предписывает простые правила, как правильно измерять штангенциркулем — при замере (в том числе глубины) инструмент должен быть установлен строго вдоль или перпендикулярно оси детали, губки должны быть плотно прижаты к измеряемой поверхности, а каретка зафиксирована винтом.
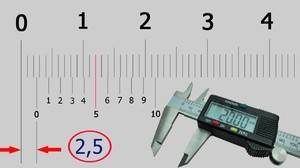 Доступные всем онлайн-справочники машиностроителя указывают, что установленные выше допуски на размер ±0,3 и ±0,15 мм для валов в диапазоне размеров от 50 до 1000 мм соответствуют квалитетам точности от h8 до h12. По этим квалитетам изготавливают неответственные детали техники и машин — втулки, оси, фланцы, крышки. С помощью штангенциркуля нельзя проточить шейку вала под посадку подшипника с квалитетом к6 и допуском до +0,02 мм.
Доступные всем онлайн-справочники машиностроителя указывают, что установленные выше допуски на размер ±0,3 и ±0,15 мм для валов в диапазоне размеров от 50 до 1000 мм соответствуют квалитетам точности от h8 до h12. По этим квалитетам изготавливают неответственные детали техники и машин — втулки, оси, фланцы, крышки. С помощью штангенциркуля нельзя проточить шейку вала под посадку подшипника с квалитетом к6 и допуском до +0,02 мм.
При изготовлении деталей в пределах 8−12 классов точности применяются и другие модификации и виды штангенциркуля. Штангенглубиномер вместо губок оснащен опорными лапками для установки на края или буртики отверстий. Каретка штангенрейсмаса с установленной чертилкой позволяет использовать его для разметки высотных размеров.
По совокупности своих характеристик штангенциркуль нашел свое место в геральдике и эмблемологии, характеризующих его присутствие на гербах некоторых городов или на эмблемах ведомств и структур как символ технической вооруженности.
Originally posted 2018-04-06 09:29:21.
Советы по выбору
Приобретение любого измерительного инструмента – дело очень важное и ответственное, поэтому к его выбору нужно подходить с особой тщательностью
Первое, на что нужно обратить внимание при покупке прибора – это класс точности и условия, в которых инструмент предполагается использовать

При покупке штангенциркуля, предназначенного для тонких ювелирных работ, лучше остановиться на коротких миниатюрных образцах длиной 12-15 см. Ими гораздо удобнее выполнять замеры небольших предметов, не боясь повредить их поверхности.
Если же на первом месте стоит удобство выполняемых работ, а также скорость измерений, то лучше остановить свой выбор на электронно-цифровой или циферблатно-стрелочной модели. Что касается класса точности, то для бытового применения вполне достаточно прибора с отсчётом 0.1 мм, а для профессиональных образцов требуется куда более высокая точность: шкала отсчёта на таких приборах должна иметь шаг 0.05, 0.02 и даже 0.01 мм.

Следующим важным критерием станет выбор производителя. Специалисты рекомендуют приобретать продукцию известных торговых марок, что будет выступать гарантом надёжности, точности и высокого качества измерительных приборов. Если замеры планируется производить в сложных внешних условиях, лучше приобрести прибор, на котором шкала будет выгравирована на металле, а не нарисована краской. Лучшими профессиональными моделями считаются немецкие, японские и швейцарские образцы, которые в принципе не могут быть дешёвыми. Зато такой штангенциркуль прослужит не один десяток лет и достанется в наследство внукам.
Во время покупки следует проверить наличие сопроводительной документации с указанием класса точности и марки стали, а также убедиться в отсутствии люфта между неподвижными и подвижными частями. Кроме того, нулевые отметки обеих шкал при плотно сведённых губках должны обязательно совпадать. В случае некорректной работы инструмента, слишком тугого или, напротив, лёгкого хода измерительной рамки и губок, а также при наличии дефектов и повреждений от покупки прибора следует отказаться.
Как пользоваться штангенциркулем, смотрите далее.
Как снимать показания?
Наиболее интересным вопросом, касаемо работы со штангенциркулем является снятие полученных в результате измерения значений.
В этой статье рассматривается штангенциркуль с точностью 0,1 мм. То есть он может измерить габариты детали с точностью до десятой доли миллиметра.
Рассмотрим процесс чтения показаний штангенциркуля при измерении наружного диаметра трубы, которое мы выполнили выше (см. п.1).
Для того, чтобы определить целое число миллиметров, мы должны посмотреть какому значению на шкале штанги соответствует нулевая риска на шкале нониуса. Мы видим, что нулевая риска находится между 26 и 27 мм по основной шкале. То есть наружный диаметр трубы составляет 26 мм, но нужно ещё определить десятые доли.
Для этого нам необходимо посмотреть какая из рисок на шкале нониуса, наиболее точно совпадает с рисками на шкале штанги
Мы видим что именно седьмая риска нониуса наиболее точно совпадает с риской на основной шкале (в данном случае с четырёх сантиметровой, но значение основной шкалы неважно), поэтому число долей составляет 0,7 мм
Таким образом наружный диаметр трубы равен 26 + 0,7 = 26,7 мм, что абсолютно верно, так как это импортная труба диаметром ¾ дюйма, что соответствует полученному нами значению в миллиметрах.
Правило определения размера по штангенциркулю можно сформулировать следующим образом:
Целое число миллиметров в размере определяют по значению риски на шкале штанги, расположенной левее нулевой риски нониуса, а доли миллиметров определяют по значению риски нониуса, которая наиболее точно совпадает с риской на основной шкале. Если нулевая риска шкалы нониуса точно совпадает с какой-либо риской на миллиметровой шкале штанги, то значение размера выражается целым числом
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.