1. Дефекты литья бюгельных протезов
2. Методы изготовления каркасов бюгельных протезов:
Паяные каркасы
следует рассматривать только в
историческом плане, так как данный
метод имеет ряд недостатков:
1) Неточность соединения,
возможная деформация,
недостаточное прилежание
кламмеров к поверхности зубов;
2) Электролиз места спайки,
что ведет к поломке протеза;
3) Невозможность изготовление
сложных конструкций
3.
Цельнолитой
каркас бюгельного
протеза
1. Изготовление при отливке
на огнеупорной модели.
2. Безмодельное
4. 1) Дефекты цельнолитого каркаса со снятием восковой репродукции с модели
Технология изготовления:
нанесение рисунка каркаса на рабочей гипсовой модели,
— моделирование каркаса воска целиком, в соответствии с рисунком модели,
— в местах размещения дуг и креплений для пластмассового базиса рабочую
гипсовую модель покрывают бюгельным воском,
— восковые детали устанавливаются в соответствии с рисунков, соединяются
воском, тщательно моделируются как цельнолитой каркас будущего протеза,
— устанавливается восковая модель литниково-питающей системы,
— снятие с модели, размещение в литейном блоке, паковка огнеупорной массой
(кварцевый песок),
— прогрев кюветы, выплавление воска,
— помещаем в печь для литья, форма заполняется расплавленным металлом.
ИТОГ:
1) снятие восковой репродукции каркаса дугового протеза с модели приводит к
деформации если не всего каркаса, то отдельных его элементов;
2) усадке, как нежелательному явлению.
—
5. 2) Другие ошибки:
— Неправильный выбор формовочной массы.
— Некачественно просушенная огнеупорная форма модели
(приводит к пористости).
— Неправильно построенная литниковая система протеза
(диаметр литника, не создано дополнительно депо
металла).
— Засорение литниковых каналов.
— Разрушение и деформация формы литников.
6. Установка литниковой системы:
Все восковые заготовки и пластмассовые шаблоны должны быть плотно и прочно
посажены на модель или соединены воском, чтобы паковочная масса не затекала под них
во время паковки.
После того как восковая модель готова, на нее устанавливаю литниковую систему (рис. 1)
Литьё всегда происходит от наиболее массивных частей к наименее массивным. В
процессе охлаждения расплавленный металл вытягивается из литейных каналов и
массивных частей. Более тонкие части модели остывают быстрее, чем более массивные.
Поэтому, литниковые каналы должны устанавливаться на наиболее массивных участках
конструкций, например, на переходе от седловидной части к дуге протеза.
Массивные части, в которые металл может попасть только через другие тонкие части
модели, следует снабдить дополнительным каналонаполнителем. В центре над
смоделированным каналом на расстоянии 10 мм фиксируется воронка с литниковыми
каналами (рис 2)
Очень важно, чтобы металл быстро заполнял опоку. Это условие необходимо всегда
соблюдать при установке литейных каналов. Необходимо избегать чрезмерно изогнутых
каналов, препятствующих свободному перетеканию металла.
После всю конструкцию помещают в специальную кювету для дальнейшей паковки модели
(рис. 3). Когда паковочная масса застыла, из неё выплавляют воск. Далее начинается
заливка металла в полученную опоку.
7.
Рис.1
Установка литниковой
системы
Рис. 2 Установка воронки
Рис. 3. Модель помещена в кювету
8. Плавильно-литейные установки
Центробежные установки (ЦБПЛУ) (рис. 4, 5) позволяют получать широкую гамму изделий,
в том числе самого высокого качества. Наибольшее распространение получили ЦБПЛУ с
вертикальной осью вращения центрального вала. Ось опоки горизонтальна, ось тигля
наклонена по отношению к оси центрального вала на угол 6-7 градусов для лучшего
истечения расплава из тигля. Нагрев, как правило, индукционный (хотя в небольших
установках иногда используется и резисторный нагрев). При заливке формы относительное
положение тигля и опоки не изменяется. Оси опоки и противовеса совпадают.
Рис. 4. ЦБПЛУ фирмы Аверон.
Общий вид камеры
Рис. 5 Принципиальная схема
установки
9.
Вакуумные центробежные ПЛУ позволяют плавить практически любые
типы сплавов, включая Рt, но для них требуется вакуумный насос и
надежные вакуумные уплотнения. Часто для устранения окисления
расплава и уменьшения его газонасыщенности используют инертный
газ, обычно Аr, делая 3-5 промежуточных промывок рабочего
пространства литейной установки.
Центробежные ПЛУ имеют большое количество подвижных частей,
склонность к выплеску металла в процессе заливки, большую
трудоемкость в обслуживании. В результате её обслуживание
становится дороже. Однако в них можно плавить любые типы сплавов,
включая высокотемпературные сплавы Pt и Pd. Они выпускаются как с
ручным управлением (РФ, Волгодонск, «Центролит-20», «Центролит50»), так и полностью автоматизированными (ASEG, GALLONI, OKAY
VAC, JELENCO Eagle).
10.
Для исключения окисления металла и насыщения его газами,
плавку и заливку ведут в среде инертного газа, чаще всего.
Практически не имея подвижных частей, стопорные ПЛУ
получают широкое распространение, так как являются
простыми в обслуживании и эксплуатации. На ПЛУ можно
производить отливки любых сплавов, включая Pt, Pd и другие
высокотемпературные сплавы.
11. Другие установки:
Литейные установки с разрезным
тиглем
Дуговые плавильно-литейные
установки
12. 3) Дефекты литья:
— Зашлакованность сплава.
— Недолив сплава.
— Усадка металла.
— Волнистость. Дедриты. Рыхлости.
— Пористость.
— Усадочные раковины.
— Ликвация.
— Горячие и холодные трещины.
13.
Ликвация — возникновение
неоднородности при затвердевании
сплава в результате различных причин.
14.
Усадка
уменьшение объема и линейных
размеров отливки в процессе ее
формирования, а также охлаждения с
температуры заливки до температуры
окружающей среды (наружная усадка,
усадочная раковина и пористость)
Газовая пористость (нарушение режима)
Количество пор и размер пор
определяют на трех квадратах
площадью 1 см2 каждый соответственно
шкале.
15. Усадочная пористость
– скопление мелких пустот, возникающих в изолированных
микрообъемах отливки, обычно в междуосных пространствах
дендритов, в условиях отсутствия питания жидким расплавом.
Различают рассеянную пористость, распределенную более или
менее равномерно по всему объему отливки, и зональную
пористость, сосредоточенную в осевых частях, в тепловых узлах и
других частях отливки.
Формирование пористости при затвердевании отливки идет
параллельно с процессом выделения газов, которые заполняют поры и
могут создавать в них значительное давление. В связи с этим в
реальных условиях пористость в большинстве случаев имеет
газоусадочный характер. Развитие усадочных дефектов и их,
распределение в отливке зависят от взаимодействия факторов,
отражающих усадочные свойства сплава, а также тепловые и
кинетические условия формирования отливки.
16.
Дендриты и рыхлости
Горячие трещины
Холодные трещины
17.
Спасибо за внимание!
тической помощи детям с заболеваниями органов пищеварения в Забайкальском крае// Российский вестник перинатологии и педиатрии. — 2014. — Т. 59, №3. — С. 99-103.
4. Щербак В.А. Процессы перекисного окисления липидов в слизистой оболочке желудка при хроническом гастродуодените у детей // Российский педиатрический журнал. — 2006. — №1. — С.18-20.
5. Щербак В.А. Терапия Helicobacter pylori-ассо-
циированного эрозивного гастродуоденита у детей с использованием цитаминов // Экспериментальная и клиническая гастроэнтерология. — 2004. — №1. — С.180-187.
6. Щербак В.А., Цапп А.В. Эндогенная интоксикация и экстракорпоральные методы ее коррекции у детей с хроническим гастродуоденитом // Вопросы детской диетологии. — 2014. — Т.12, №4. — С. 15-20.
ИЗГОТОВЛЕНИЕ БЮГЕЛЬНЫХ ПРОТЕЗОВ ПРИ ЧАСТИЧНОМ _ОТСУТСТВИИ ЗУБОВ, ВОЗМОЖНЫЕ ОШИБКИ И ОСЛОЖНЕНИЯ
Комлев Сергей Сергеевич
кандидат мед. наук, доцент Самарский Государственный Медицинский Университет
г. Самара
MANUFACTURING CLASP PROSTHESIS WITH PARTIAL ABSENCE OF TEETH, POSSIBLE MISTAKES AND COMPLICATIONS
Komlev Sergey, Candidate of Science, assistant professor of Samara State Medical University, Samara АННОТАЦИЯ
В статье описаны этап паралеллометрии и этап изготовления замкового крепления бюгельного протеза при ортопедическом лечении пациентов при частичном отсутствии зубов. Представлены ошибки и осложнения, возникающие при протезировании бюгельными протезами по результатам анализа медицинских карт стоматологических больных и собственных наблюдений. ABSTRACT
The article describes the step of parallelometry and the step of manufacturing lock fastening of clasp prosthesis for orthopedic treatment of patients with partial absence of teeth. Mistakes and complications which can arise during treatment with clasp prostheses are presented according to the analysis of medical records and own observations. Ключевые слова: бюгельный протез, замковые крепления, паралеллометрия, ошибки и осложнения. Keywords: clasp prosthesis, lock fastening, parallelometry, mistakes and complications.
Восстановление различных дефектов бюгельными протезами с использованием замковых креплений является одним из альтернативных методов стандартного лечения [5].
На кафедре ортопедической стоматологии Самарского государственного медицинского университета проведено ортопедическое лечение 45 пациентов, 26 женщин и 19 мужчин, в возрасте 50-65 лет, с использованием бюгельных протезов при частичном отсутствии зубов. Изучены 274 медицинские карты стоматологических больных ГБУЗ СО ССП №3 для анализа возникающих ошибок и осложнений при протезировании бюгельными протезами.
Цель работы: повысить качество изготовления бюгельных протезов при частичном отсутствии зубов, выявить возможные ошибки и осложнения.
Неотъемлемым элементом процесса конструирования бюгельного протеза является параллелометрия, которая позволяет установить путь введения и выведения протеза. Путь введения определяется требованиями ретенции и эстетики. После того как выбран путь введения, планирование протеза может быть завершено. Конструирование бюгельных протезов является обязанностью врача, и оно не должно поручаться зубному технику.
Логический метод основан на изменении топографии линии клинического экватора зуба при изменении угла наклона модели. Порядок действий: закрепляют
модель на столике, вертикальным стержнем делят коронку зуба на две равные окклюзионные гингивальные зоны. Подводят грифель к каждому зубу так, чтобы его нижний край перемещался по десневому краю, вычерчивают экваторную линию на вестибулярной, а потом на оральной поверхности зубов.
Положения модели: горизонтальное; передний наклон (задний край выше переднего); задний наклон (передний край выше заднего); правый наклон (левая половина выше правой); левый наклон (правая половина выше левой). Задний наклон выбирают по эстетическим соображениям. При заднем наклоне общая экваторная линия проходит вблизи десны. При изучении в параллелометре модели с зубами, имеющими тот или иной наклон, штифт-анализатор перемещают по уровню десневого края.
Для измерения глубины ретенционных полостей, поднутрений, используется измеритель степени ретенции, ретенционный калибр. Этот стержень укрепляют в параллелометре и устанавливают так, чтобы он касался экваторной линии. Калибровочный круг стержня, 0,25 мм, или 0,5 мм, или 0,75 мм, должен касаться точки ниже экваторной линии. Необходимо выбирать оптимальный вариант расположения аттачмена.
При установке замковых креплений и фрезеровании опорных коронок наиболее распространенной формой фрезерованной поверхности опорных коронок является наличие пришеечного орального уступа, отвесной
оральной стенки и окклюзионного уступа. Пришеечный уступ формируют 2-градусными фрезами выше десне-вого уровня обычно на уровне нижнего края расположения аттачмена.
Язычная стенка параллельна стенкам замкового крепления, интерлоку, совпадает с путем введения протеза и занимает на менее 2/3 высоты коронковой части опорного зуба. В верхней трети коронковой части формируют окклюзионный уступ в 6 градусов. Ширина пришеечного уступа — не менее 0,8 мм для расположения стабилизирующих ответвлений съемной части протеза. На противоположной от аттачмена стороне опорной коронки располагают интерлок, который помешают на глубину 2/3 фрезерованной поверхности параллельно замковому креплению. Фрезерование интерлока проводят фрезой в 0 градусов. Диаметр ин-терлока должен быть не менее 0,8 мм и зависит от толщины стенок коронок, которые в свою очередь должны быть не менее 0,3 мм.
Форма интерлока должна предохранять бюгельный протез от боковых смещений. При включенных дефектах, дистально ограниченных одиночно стоящими молярами, производят изготовление телескопических коронок. Предложена усовершенствованная методика изготовления бюгельного протеза при сомнительном прогнозе опорного зуба [1, 2].
При традиционно методике окклюзионная поверхность первичной коронки контактирует с зубами антагонистами. При фрезеровании первичной коронки создают пришеечный и окклюзионный уступ. В каркасе съемной части протеза вместо вторичной коронки моделируют телескопическое кольцо.
В зависимости от обрабатываемого материала, воск, пластмасса, металл, и стадии обработки, предварительная, окончательная, разработаны разные фрезы, которые различаются числом граней или лезвий (от одного до десяти и более), углами подъема винтовой линии лезвий и их заточкой (от тупого до острого с разными числовыми величинами) и направлением витка, правым или левым.
После этого устанавливают интерлок при использовании фабричных заготовок. Если в качестве фиксатора выбраны экстракоронарные замковые крепления, то сначала фрезеруют пришеечный уступ, лингваль-ную стенку, окклюзионный уступ, интерлоки, а затем устанавливают замковое крепление.
Метод встречного фрезерования используется для металлических каркасов. При этом методе направление вращения фрезы и заготовки противоположны, при фрезеровании по металлу скорость вращения увеличивается от 15 до 20 тысяч оборотов в минуту.
Препарирование опорных зубов при применении полулабильных и лабильных экстракоронарных замковых креплений ничем не отличается от препарирования под металлокерамическую коронку. Следует соблюдать следующие правила: высота культи должна быть не менее 5 мм, конусность стенок 2-3 градусов. Во фронтальном отделе с вестибулярной стороны проводится поддесневое препарирование с погружением коронки на 0,5 мм в зубодесневой желобок. Положение уступа при кариозном разрушении зуба определяется степенью разрушения. Между краем коронки и восста-
новительным пломбировочным материалом должно находиться около 1 мм полноценных твердых тканей зуба.
В лаборатории зубной техник изготавливает разборную модель из супергипса, гипсует модели в артику-лятор и моделирует каркас коронок опорных зубов с патрицей или матрицей аттачмена, установленной в параллелометре. В клинике ортопедической стоматологии проводят припасовку каркаса коронок опорных зубов в полости рта. Определяют цвет керамической облицовки.
При изучении данных литературы [3, 4, 6] и 274 медицинских карт стоматологических больных, анализе собственных наблюдений, установлены ошибки и осложнения возникающие при протезировании и пользовании бюгельными протезами.
Отсутствие рентгенологического контроля. Ошибки допущенные на этапе изготовления опорных коронок. Повреждение патрицы замкового крепления. Применение большого количества замковых креплений при малом количестве опорных зубов. Повреждение шаровидного крепления в патрице в период пользования протезом, неправильная обработка, дефект литья в шейке шаровидного крепления, не изготовлен интерлок. Ошибки при выборе конструкции с использованием замковых креплений в зависимости от дефекта зубного ряда. Ошибки при выборе количества зубов в качестве опорных. Чрезмерное использование замковых креплений на одной челюсти. Ошибки при выборе жесткости матрицы и патрицы замкового крепления. Ошибки обработки ложа матрицы замкового крепления. Создание пространства между бюгельным протезом и слизистой оболочкой полости рта. Дефекты при изготовлении интерлока. Отсутствие эффективного взаимодействия патрицы с матрицей замкового крепления. Ошибки при выборе размера аттачмена в бю-гельном протезе. Ошибки при выборе вида замковых креплений. Отсутствие параллельности замковых креплений в бюгельном протезе. Отсутствие комфортного захвата пальцами пациента с целью снятия бюгельного протеза. Технологические ошибки при изготовлении каркаса бюгельного протеза. Седловидная часть каркаса просвечивает через базис протеза. Недостаточная фиксация бюгельного протеза. Токсико-аллер-гическая реакция. Травма или токсическое поражение слизистой оболочки полости рта. Недостаток места для закрытия искусственным зубом матрицы в каркасе бюгельного протеза. Отсутствие плотного контакта плеча интерлока в бюгельном протезе. Затрудненное снятие и наложение бюгельного протеза, отсутствие одного единственного пути введения и выведения бюгельного протеза. Ошибки при определении центральной окклюзии при изготовлении бюгельного протеза.
Таким образом, ортопедическое лечение 45 пациентов при частичном отсутствии зубов позволяют выделить важные этапы при изготовлении бюгельных протезов: параллелометрия, выбор и изготовление замкового крепления, и повысить качество ортопедического лечения. Анализ ошибок и осложнений позволяет предупредить их возникновение в клинике ортопедической стоматологии при изготовлении бюгельных протезов.
Литература:
1. Комлев С.С. Усовершенствованная методика изготовления бюгельного протеза при сомнительном прогнозе опорного зуба. В кн.: Актуальные вопросы стоматологии: сборник научных трудов. Самара: ООО «Офорт», СамГМУ, 2011. С. 182-186.
2. Комлев С.С., с соавт. Способ изготовления бюгельного протеза при сомнительном прогнозе опорного зуба: пат. 2417778 Рос. Федерация. № 2009149149/14; заявл. 28.12.2009; опубл. 10.05.2011, Бюл. №13.
3. Копейкин В.Н. Ошибки и осложнения при применении съемных пластиночных и бюгельных протезов // Медицинский бизнес. 2003. №1. С. 9-12.
4. Копейкин В.Н. Ошибки на этапах изготовления бюгельного протеза с аттачменами / В.Н. Копейкин, М.З. Миргазизов, А.Ю. Малый. — М.: Медицина, 2002. -С. 217-228.
5. Лебеденко И.Ю. Замковые и телескопические крепления зубных протезов / Лебеденко И.Ю., Перегудов А.Б., Глебова Т.Э., Лебеденко А.И. — М.: Молодая гвардия, 2011. — 352 с.
6. Собир Р.К., Тучик, Е.С., Гажва С.И. Врачебные ошибки и осложнения при протезировании с использованием замковых креплений бюгельных и микропротезов / Сибирский медицинский журнал №4, 2008. С. 104-106.
РЕЗУЛЬТАТЫ ТРЕХЛЕТНЕГО АЭРОПАЛИНОЛОГИЧЕСКОГО _МОНИТОРИНГА В Г. САМАРЕ (2013-2015 ГГ.)
Хабибулина Людмила Романовна
старший преподаватель Медицинский университет «Реавиз»
г.Самара
Власова Наталья Валерьевна
кандидат биологических наук, старший преподаватель Самарский государственный аэрокосмический университет
г.Самара
Манжос Марина Валентиновна
доктор медицинских наук, профессор Медицинский университет «<Реавиз»
г.Самара
Кавеленова Людмила Михайловна
доктор биологических наук, профессор Самарский государственный аэрокосмический университет
г.Самара
Моисеева Татьяна Васильевна
кандидат медицинских наук, доцент Медицинский университет «<Реавиз»
г.Самара
THREE-YEAR RESULTS OF MONITORING AEROPALYNOLOGIC IN SAMARA (2013-2015)
Khabibulina Ludmila, senior teacher The medical university «Reaviz», Samara
Vlasova Natalya, candidat of Science, senior teacher Samara State Aerospace University
Manzhos Marina, doctor of Science, professor The medical university «Reaviz», Samara
Каvelenova Ludmila, doctor of Science, professor Samara State Aerospace University
Moiseeva Tatyana, candidat of Science, assistant professor The medical university «Reaviz», Samara
АННОТАЦИЯ
Цель работы. Изучение динамики пыления, составление календаря пыления растений для г. Самары.
Материалы и методы. Аэропалинологические исследования проводились в вегетационный период 20132015 гг. Пыльцу улавливали волюметрическим методом.
Результаты. В период палинации 2013-2015 гг. в воздушном спектре г. Самары доминировала пыльца амброзии (22,1%), березы (15,4%), вяза (11,8%), крапивы (9,5%), маревых (7,3%). Составлен календарь пыления растений для г. Самары.
Заключение. Выявлены региональные особенности аэропалинологического спектра, влияющие на течение поллиноза у жителей г. Самары.
ABSTRACT
Background. The study of the dynamics of dusting, a scheduled dusting plant for Samara city.
Methods. Aeropalynologic studies were conducted in the vegetation period 2013-2015. Pollen caught volumetric
 |
| Дубликат-модель с мягкой, шерховатой поверхностью. |
Мучнистая поверхность дубликат-модели
Закаляйте дубликат-модели!
Мягкая поверхность появляется из-за образования кристаллов: не прокаленная модель после изъятия из гелиевой формы быстро пересыхает. Своевременно поставьте модель в сушильный шкаф и прокалите ее.
 |
| Во время паковки на вибростолике паковочная масса затекла под моделировку. |
НЕТОЧНОСТИ ПРИЛЕГАНИЯ
Проконтролируйте хранение паковочной массы!
Паковочную массу и жидкость хранить при температуре 18°C — 20°С в сухом, прохладном месте, лучше — в термическом шкафу. Никогда не хранить в холодильнике! Такое хранение значительно снижает ее расширение в процессе затвердения.
Очень высокие температуры хранения, непосредственная близость к источнику тепла также изменяют свойства паковочной массы: скорость схватывания увеличивается, а время обработки соответственно сокращается!
Плотно закрывайте бутылки с жидкостью для замешивания, иначе она будет испаряться и кристаллизироваться.
Регулируйте расширение поковочной массы жидкостью для замешивания!
Чем больше концентрация BegoSol®1, тем больше расширение и тем больше модель! Контролируйте плотность концентрации жидкости измерительным прибором (ареометр).
Не применяйте загрязненных измерительных сосудов (мензурок), тщательно прополаскивайте их после каждого использования!
Придерживайтесь заданной пропорции смеси паковочной массы!
Придерживайтесь соотношения смеси порошок/жидкость. Разрежьте ножницами порционный пакетик и опорожните его. Количество жидкости определяется мерочным стаканчиком. Перед смешиванием не должно быть никаких остатков воды в стакане для вакуумного смесителя. Сухие стаканы для смешивания слегка увлажняются!
Соблюдайте время замешивания!
Расширение паковочной массы в процессе твердения изменяется, если были отклонения от заданного времени замешивания: жидкость и порошок должны примерно 15 секунд замешиваться вручную до образования однородной консистенции, а затем 60 секунд — в вакуумном смесителе.
Слишком короткое время замешивания приводит к неконтролируемому расширению!
Контролируйте высоту модели!
При недостаточном расширении моделей верхней челюсти с глубоким небом или небольшой высоты: соблюдайте минимальную высоту цоколя модели в 1 см.
Тщательно адаптируйте и моделируйте!
Восковая композиция не должна отставать от дубликат-модели. Восковые части должны быть хорошо прижаты или прилиты воском.
Избегайте сильной электролитической полировки!
Области, не подлежащие полировке, покрываются защитным лаком. Объект фиксируется на достаточном расстоянии к катоду.
Кламмерные части бюгельного протеза следует всегда защищать лаком от электрохимического воздействия. Температура раствора не должна превышать 60°С.
Согласуйте силу тока, время действия и температуру раствора. Например, бюгель-ный протез нижней челюсти с двумя кламмерами: температура раствора 40°С, напряжение 6А, время полирования 4 — 6 мин. В отдельных случаях можно изменить позицию объекта через 3 минуты. Стремитесь соблюдать короткое время полировки. Матовые места лучше доработать фрезой из твердого сплава.
Чрезмерная электролитическая полировка каркасов верхней челюсти с глубоким небом не принесет улучшения результата. Она дает бесконтрольный снос металла со стороны, прилегающей к небу. К областям, недоступным для потока электричества, подведите дополнительный катод!
 |
| Плечо распределения смещения перед электрополировкой должно покрываться защитным, лаком! |
Избегайте чрезмерного сноса материала!
Пескоструйте при низком давлении (макс. 6 бар) или применяйте для критических областей меньшую зернистость (110 ц.м). Соблюдайте осторожность при автоматической пескоструйной обработке: конструкции не должны цепляться друг за друга (деформация кламмеров!).
Если у вас меньше четырех каркасов, вложите в барабан дополнительно литейный конус. Дублирование гелем
Своевременно заменяйте использованный дублировочный гель и соблюдайте инструкцию!
Не используйте дублировочный гель слишком долго! При правильном обращении его можно расплавлять до 20-ти раз.
После первого использования срок годности — максимально 6 недель. Потом гель становится хрупким и теряет эластичность. Контролируйте дублировочный гель во время измельчения: первоначальные качества материала отсутствуют, если при разрыве форм наблюдаются шершавые поверхности, изменение цвета или загрязнения (паковочная масса, остатки гипса). В этом случае применяйте новый дублиро-вочный гель!
 |
| Используйте приборы для дублировочной массы с регулируемой температурой! |
Осторожно вставляйте формы из геля в крышку кюветы!
Комбинированные кюветы для дублирования имеют направляющие клинья, защищающие форму от перекоса и надежно фиксирующие ее.
Не смешивайте использованный дублировочный гель с новым. Используйте приборы для дублирования с системой контроля температуры. Если их нет, следите затем, чтобы дублировочный гель во время нагрева не закипал. Хорошо измельченный гель должен расплавляться при постоянном помешивании. Максимальная температура плавления — 93°С.
Тщательно очищайте формы из геля после использования и до следующего плавления храните в закрытой оригинальной упаковке. В дублирующих Постоянно проверяйте приборы: совпадают ли фактическая и указанная температуры. Дублирование силиконом
Особенно тщательно подготавливайте мастер-модели!
На модели не должно быть никаких поднутрений в области альвеолярного гребня; межзубные области прилейте воском.
Восстановите воском сколовшиеся участки на цоколе, модели обработайте на триммере параллельно, а лучше — слегка под углом. Все шершавые, неровные поверхности слегка прилейте воском.
Модели с фрезерованными конструкциями слегка подогрейте, но не увлажняйте!
Силикон легко отстает от холодной металлической поверхности, вследствие чего образуется зазор в области плеча распределения смещения.
Поэтому модель нужно подогреть, например, феном. Для упрощения извлечения мастер-модели, используйте струю сжатого воздуха. Стабилизационные вставки и формы неба придают жесткость, необходимую во время изъятия модели.
Соблюдайте инструкции при работе с силиконом и спреем для модели!
Смешивайте компоненты силикона до образования однородного цвета! Выдерживайте время затвердения — 40 минут. При сложной конструкции обращайте внимание на достаточную способность силиконовой формы возвращаться в исходное положение.
Из-за неверного соотношения смешивания может получиться клейкая поверхность силиконовой формы. В таком случае нужно добавить больше отвердителя (голубой компонент — максимально 5%). Изготовленные в силиконовой форме огнеупорные модели покрываются только очень тонким, равномерным слоем спрея.
Толстый слой приводит к неточности прилегания литых базисов верхней челюсти. ПОРИСТОСТИ (РАКОВИНЫ), ЗАГРЯЗНЕНИЯ
Неправильный момент литья. Не перегревайте сплав!
Соблюдайте момент литья, согласуясь с правилами технологии. Расположите для плавки металлические цилиндры сплава так, чтобы они нагревались равномерно. Шершавые поверхности в области литниковых каналов и конуса свидетельствуют о перегреве расплавленного сплава.
 |
| Металл должен полностью расплавиться. |
Избегайте включений паковочной массы!
Литейные каналы тщательно приливайте воском к смоделированным объектам и к воронке литейного конуса; закруглите острые переходные места. Перед прогревом проконтролируйте отверстия литейных каналов (воронок) — не остались ли там частицы паковочной массы. Ставьте опоки для предварительного прогрева отверстиями вперед или вниз. Учитывайте режим нагрева муфельной печи или следуйте соответствующим рекомендациям производителя (например, 5°С — 7°С в минуту).
 |
| Центробежное литье на Fornax ® G производится через 2 сек. после исчезновения теней |
 |
| Результат после сильного перегрева сплава |
 |
| Не полностью отлитый каркас: слишком, ранний момент литья |
Не давайте подсохнуть мелкодисперсной паковочной массе!
Мелкодисперсную паковочную массу нужно наносить только тонким слоем и сразу же (еще влажной) паковать. Это важно для получения надежного соединения между паковочной и мелкодисперсной массой! Тщательно заполните ретенции. Следите за тем, чтобы под мелкодисперсной паковочной массой не скапливались пузырьки воздуха. Не наносите ее на поверхности, обработанные жидкостью для снятия напряжения!
| Примеряйте литниковые каналы оптимальных размеров! | |
| Проверяйте тигель для плавки! Очищайте его после каждого литья, удаляя шлаки и сгустки; своевременно заменяйте тигли. |
 |
| Ошибки во время работы с мелкодисперсной паковочной массой (сильно подсохла) Сильно угловатые и неправильно установленные литники |
Ограничьте повторное использование СоСг-сплавов!
Повторное применение литейных конусов возможно, но это повышает опасность возникновения раковин и пор. Поэтому: тщательно отпескост-руйте литейные конусы, тонкие литники обрежьте и больше не используйте. Во время повторной плавки сплава особенно важен равномерный нагрев. Отлитый металл используйте только один раз. Количество вторичного металла не должно превышать 50%! Соответственно добавьте новый металл.
Избегайте включения ацетона при плавке открытым пламенем!
Растворенный в ацетилене ацетон может повлечь за собой возникновение сильной пористости объекта. Рекомендуется применять ацетилен в больших баллонах емкостью в 40 литров!
 |
| Включения ацетона (ацетиленовое литье) |
ДЕФЕКТЫ В ОТЛИТЫХ ОБЪЕКТАХ
При моделировании базиса верхней челюсти соблюдайте достаточную толщину материала!
Воск прикладывайте, тщательно адаптируя, не сдавливая до слишком тонкого слоя. Нижний слой наносится из гладкого литейного воска! Рельефный воск при глубоком небном своде надрезается или накладывается из двух частей. Минимальная толщина литых базисов верхней челюсти — 0,35 мм.
 |
| Большое количество литников не ведет, к лучшему результату: проверьте температуру нагрева опоки и момент литья |
 |
| Литники приставляются к объекту дугообразно |
Избегайте сильного изгиба и большой длины литниковых каналов. Тщательно приливайте литниковые каналы, не сужая их в местах присоединения.
Верхняя челюсть: 2 — 4 плоских литника размерами 2,0 мм х 4,5 мм или 2,0 мм х 6,5 мм
Нижняя челюсть: 2 — 3 круглых литника диаметром 2,5 мм — 3,5 мм (при необходимости с литейным депо!)
Не устанавливайте литьевую воронку слишком глубоко!
Литьевую воронку устанавливайте четко выше (минимум 1 см) наивысшей точки моделируемого каркаса.
Литниковые каналы должны подниматься вверх к литьевой воронке.
Правильно выбирайте температуру предварительного нагрева!
Важны все параметры: литейная установка, объект, толщина стенок опоки, время задержки литья и т.д.
Опоки ставятся в линейном или точечном контакте к керамической подставке муфельной печи. Температура предварительного нагрева для обычных паковочных масс: 900°С — 1.050°С.
Время выдержки конечной температуры — не менее 20 минут. Достаточно прогретые опоки выглядят равномерно прокаленными (красное каление). При необходимости передние опоки можно переставить вглубь!
Сокращайте время задержки литья!
Момент литья определяйте в зависимости от сплава и метода литья, согласно инструкции по обработке данного сплава. Большой остаток в тигле свидетельствует о преждевременном литье.
Между муфельной печью и литейной установкой должно быть очень короткое расстояние, иначе опока слишком быстро остынет! Предварительный прогрев металла сокращает время задержки литья. Располагайте опоки в муфельной печи в удобном для захвата щипцами положении.
При центробежном литье проверяйте позицию тигля!
Позиция тигля во время вращения не должна изменяться! Плохо входящие тигли прочно фиксируйте в ставке.
Проконтролируйте пусковой момент (центробежное литье)!
Пусковой момент центрифуги является решающим для хорошего результата литья! Сделайте пробное литье решетчатой ретенции (11 мм х 18 мм): ретенцию поставить вертикально, литниковый канал (2,5 мм) подвести изогнутым образом сверху, запаковать, прогреть и отлить. Посчитайте отлитые ячейки.
Минимум 75 % клеток должны быть отлиты без дефектов, в противном случае нужно проверить скорость запуска! Проверьте приводной ремень, при необходимости замените его; проверьте вращение осей. В центробежных установках с пружинным приводом из-за большой опасности получения травмы замена пружины производится только изготовителем.
 |
| Установка литника (2,5 мм) только сверху! |
Следите за направлением течения сплава!
При центробежном литье сложной конструкции обращайте внимание на направление потока металла. Нужно соответственно пометить муфель и расположить объект или его критические части против направления вращения центробежного плеча. ОБЛОИ, ЗАТЕКШИЕ РЕТЕНЦИИ
Избегайте ошибок при замешивании и предварительном прогреве!
Паковочную массу обрабатывать при температуре не ниже 18°С и хорошо замешивать: 15 секунд вручную и 60 секунд в вакуумном смесителе. Опоку ставьте в печь не раньше, чем через 30 минут, при температуре не выше 250°С. Муфельную печь нагревайте не слишком быстро: 5°С — 7°С в минуту, конечная температура не должна превышать 1050°С, а выдержка — одного часа! При необходимости проверить регулятор температуры и термоэлемент.
Применяя быстро-нагреваемую паковочную массу, придерживайтесь инструкции!
Обращайте внимание на достаточную толщину цоколя дубликат-модели!
Низкие модели верхней челюсти (глубокий свод неба) из-за недостаточной высоты цоколя имеют склонность к образованию трещин во время прогрева.
Делайте цоколь мастер-модели не ниже одного сантиметра. Цоколь с острыми краями тоже может быть причиной появления трещин. Острые края нужно закруглить еще на мастер-модели.
Дубликат-модель тщательно высушить и закалить!
Излишки воскового или погружного отвердителя способствуют образованию облоев и затеканию ретенции на литье. Дубликат-модели сушатся, пока края модели не станут коричневатыми.
Пропитывание от-вердителем длится приблизительно 5 — 8 секунд! Затем извлеките модели из раствора и удалите излишки погружного отвердителя. Поставьте модель на 10 минут в сушильный шкаф, пока отвердитель полностью не впитается. Дубликат-модели из силиконовых форм не обрабатываются отвердителем, а только опрыскиваются спреем!
 |
| Последствия избытка загустевшего погружного отвердителя |
Модельный спрей наносить экономно!
Не впитавшийся в холодную поверхность модели спрей приводит к образованию облоев на металлическом каркасе. Во избежание этого прогрейте огнеупорные модели из силиконовых форм 10 минут при температуре 60°С — 80°С.
После этого нанесите на них тонкий слой спрея, избегая образования пленки. Лаком для приклеивания лучше не пользоваться.
Соблюдайте рисунок конструкции!
При моделировании не наносите воск за контуры рисунка!Кламмеры приливайте воском только на кончиках.
 |
| Кламмеры приливались воском: излишки воска отлились! |
Нанесите мелкодисперсную массу и сразу пакуйте!
Слишком сухая мелкодисперсная паковочная масса может потрескаться или при вибрации отслоиться от модели.
УСАДОЧНЫЕ РАКОВИНЫ
Литье от массивного к тонкому!
Усадочные раковины часто появляются в областях стыка материалов разной толщины. Принципиально металл должен течь от массивных областей объекта к тонким. Цельнометаллические промежуточные части, защитные пластины и т.д. снабжаются дополнительным литником или «противоусадочной муфтой» (на расстоянии примерно 2 мм от объекта).
Основное правило: литники оформляйте толще, чем объект для литья! ШЕРШАВАЯ ПОВЕРХНОСТЬ НИЖНЕЙ СТОРОНЫ КАРКАСОВ ВЕРХНЕЙ ЧЕЛЮСТИ
Соблюдайте время охлаждения дублировочного геля!
Дублировочный гель охлаждать на воздухе! Низкая температура (погружение в воду, холодный поток воздуха) продлевает время затвердевания огнеупорной массы и препятствует полному отвердению модели в области контакта с дублировочным гелем.
Выдерживайте время охлаждения около полутора часов, а с вентиляционной циркуляцией воздуха примерно 1 час.
Соблюдайте предписанное время твердения дубликат-модели!
Извлекайте огнеупорную модель из формы не раньше, чем через 40 минут. Если к дублирующей форме прилипает тонкий слой паковочной массы — это значит, что процесс затвердения еще не завершен полностью.
Чтобы это проверить, разрежьте дублировочный гель сначала вокруг цоколя: если на нем не видно остатков паковочной массы, то модель можно изъять из формы.
Слишком продолжительное твердение (на протяжении ночи) приводит к мучнистой поверхности модели! Огнеупорную модель извлекать из формы не позже, чем через 21/2 часа.
Проверяйте качество дублировочного геля!
Однажды использованный материал не применять дольше 6-ти недель.
Изменение цвета и поднимающиеся в кювете пузырьки воздуха свидетельствуют о потере качества.
Контролируйте температуру нагрева дублировочного геля!
Температура нагрева должна быть не ниже 92°С и не выше 96°С, иначе дублировочный гель утрачивает свои желирующие свойства!
Не ополаскивайте дублировочную форму водой!
Если это случилось, то ее надо хорошо высушить!
Из-за остатка воды может местами образоваться шероховатость.
Размешивайте паковочную массу в течение необходимого времени!
Точно соблюдайте заданное время обработки! Паковочную массу надо замешивать 15 секунд вручную и 60 секунд в вакуумном смесителе.
Обращайте внимание на интенсивное перемешивание. Учитывайте разницу воздействия некоторых факторов (скорость замешивания, шпатель и т.д.). Посуда для замешивания должна соответствовать количеству массы!
Избегайте низкой температуры материала!
Не подвергайте сильному охлаждению порошок паковочной массы и жидкость для замешивания! Хранить и обрабатывать при температуре около 18°С — 20°С.
Полностью удаляйте оксидный слой!
Используйте для пескоструйной обработки окись алюминия 250 (!ш, с рабочим давлением около 4 бар.
Большие поверхности нельзя очень долго пескоструить автоматически, лучше доработать их целенаправленно. Тщательно проверьте каркасы на наличие остатка оксида в труднодоступных местах: например, под окк-люзионными накладками.
ШЕРШАВАЯ ПОВЕРХНОСТЬ КАРКАСОВ
Высушите нанесенное средство для снятия напряжения!
При использовании средства для снятия напряжения не применяйте мелкодисперсную массу! Средство для снятия напряжения обязательно хорошо высушить (слабым потоком сжатого воздуха или подуть).
Мелкодисперсную массу наносите быстро и незамедлительно пакуйте!
Быстро наносите на восковую композицию тонкий слой мелкодисперсной массы и еще во влажном виде запакуйте!
Осторожно прогревайте опоки!
Превышенная температура прогрева и слишком долгое выдерживание конечной температуры могут привести к шершавым поверхностям в литье. Опоки должны иметь только линейный контакт ко дну муфельной печи!
Следите за моментом литья!
Не перегревайте сплав во время плавки! Очень сильный перегрев сплава приводит к реакции (оксидирование) с паковочной массой. Вследствие этого, в зоне соприкосновения металла с паковочной массой образуется шершавая поверхность. Часто это более сильно выражено в местах присоединения литниковых каналов.
МЕТАЛЛИЧЕСКИЕ ШАРИКИ И ПЕРЛЫ
Поверхность огнеупорной модели пропитайте отвердителем!
Огнеупорные модели из гелиевых форм погрузите на 5 — 8 секунд в ванну с Дюролом (Durol) или Дип-фиксом (Dipfix).
Через законсервированную поверхность дубликат-модели во время паковки не так легко может выйти воздух.
Избегайте образования зазоров между огнеупорной моделью и восковой композицией!
Случается, что выходящие пузырьки воздуха удерживаются при паковке на кламмерах и т.д., а потом эти полости заливаются металлом.
Чтобы избежать этого, нужно тщательно адаптировать восковой каркас к модели, а нижний край дуги можно прилить воском.
Используйте мелкодисперсную массу!
Тщательно покройте смоделированный каркас мелкодисперсной массой. На труднодоступные места, такие как ретенции, обратите особое внимание. Полностью покройте композицию. При этом восковые элементы должны плотно прилегать к модели!
 |
| Сильная химическая реакция (паковочная масса/сплав): превышенная температура нагрева опоки, перегретый сплав. |
 |
| Поверхность каркаса после сильного перегрева сплава. |
Буккальные плечи кламмера плохо прилиты воском, во время паковки выходит воздух
Прикрепите огнеупорную модель без зазоров к дну формовочной кюветы!
Хорошо прилейте воском огнеупорную модель к дну кюветы во избежание выхода воздуха во время паковки на вибростолике.
Кольцо кюветы плотно приставляется к дну и дополнительно приливается снизу воском. В местах встречи потоков паковочной массы при заполнении возможно включение воздушных пузырьков. Поэтому заливайте паковочную массу только с одной стороны.
Соблюдайте время замешивания под вакуумом!
Неравномерное замешивание вручную и слишком короткое время смешивания паковочной массы под вакуумом при изготовлении дубликат-модели в дальнейшем являются причиной появления мелких металлических шариков на нижней стороне дуги. Замешивание под вакуумом предохраняет от включения воздушных пузырьков!
Но при недостаточной мощности вакуума (забитые фильтры) образуются микро-пузырьки, проявляющиеся в виде микро-шариков на каркасе. ДЕФОРМАЦИЯ (ПЕРЕКОС) КАРКАСА
Дублировочный гель: избегайте деформации гелиевой формы!
Используйте комбинированную дублировочную кювету с направляющими клиньями для предохранения от перекоса. Во время извлечения мастер-модели по возможности оставьте форму в корпусе дублиро-вочной кюветы. Не путайте корпуса кювет. Важно не допускать между формой и стенкой никаких остатков дублировочного геля.
 |
| «Металлические пузыри» из-за ошибок при моделировании и паковке |

Дублировочный силикон: избегайте деформации силиконовой формы!
Извлекайте модель из силиконовой формы вертикально. Не перекашивайте! Стабилизирующие вставки и конфигурации неба защищают форму от деформации.
Умеренно используйте сжатый воздух при отделении модели от формы.
Не охлаждайте опоки в воде!
Опоки охлаждайте не в воде а на воздухе, до температуры, которую терпит рука.
Достаточная толщина стенок опоки создает предпосылку для равномерного и, тем самым, свободного от напряжения охлаждения отлитого каркаса.
Слишком низкая модель или толщина стенок может, например, способствовать преждевременному охлаждению каркаса верхней челюсти и возникновению в нем напряжения.
Соблюдайте осторожность при распаковке и дальнейшей обработке!
Распаковывайте пневматическим долотом почти без давления.
Долото приставляйте только к литьевому конусу или освобождайте модель с помощью легкого молоточка пружинистыми ударами по конусу. Во время обработки не применяйте большого давления.
Избегайте возможной деформации кламмеров и других изящных частей каркаса.
Полируйте изящные каркасы на гипсовом цоколе!
Критические конструкции: небную дугу верхней челюсти, скелети-рованные литые базисы полируйте на индивидуально изготовленном гипсовом цоколе. Избегайте зацеплений полировальной щеткой!
ТРЕЩИНЫ (РАЗЛОМЫ) В КАРКАСЕ
Охлаждайте опоки медленно!
Опоки охлаждайте только на воздухе, ни в коем случае, не в воде. Сложные конструкции охлаждайте медленно, в течение ночи, в печи предварительного прогрева!
Проверьте восковую композицию!
Проверьте, не смоделирован ли каркас бюгельного протеза верхней челюсти слишком тонко? Все ли восковые части соединены? Нет ли повреждений?
Устанавливайте литники правильных размеров!
Слишком длинные и тонкие литники: сплав с трудом доходит до середины базиса верхней челюсти или до середины дуги нижней челюсти. Хо-
 |
| Массивные трещины на небной дуге (снизу) |
лодный сплав быстро затвердевает! В результате получается грубая структура металла. Там, где сплав сливается с двух сторон, образуются слабые места, что вызывает риск возникновения трещин и разломов.
Литейный конус не должен быть массивным!
Слишком массивные конусы остывают медленнее и вытягивают сплав, особенно при установке коротких литников, из полой формы литья.
В результате усадки и напряжения появляются трещины.
Правильно определяйте момент литья!
Преждевременный запуск центрифуги может стать причиной неблагоприятной кристаллизации (негомогенный расплав!).
Проверяйте скорость запуска при центробежном литье!
При слишком медленном старте центрифуги сплав недостаточно уплотняется. НЕДОСТАТОЧНАЯ УПРУГОСТЬ КЛАММЕРОВ
Не изменяйте профили кламмеров!
Не повреждайте и не сплющивайте во время работы восковые заготовки профилей кламмеров.
Самостоятельно смоделированные кламмеры проверяйте на равномерное сужение.
Не перегревайте сплав при плавке!
Момент литья зависит как от сплава, так и от литейной установки. Старайтесь расположить металл в тигле на одном уровне. Соблюдайте рабочую инструкцию!
Осторожно при повторном использовании металла!
Массивные литейные конусы из-за большого объема материала нагреваются медленнее, поэтому стандартный цилиндр металла перегревается.
Не применяйте для повторного литья тонкие литниковые каналы. Литейные конусы никогда не плавьте без добавления нового металла. Сплав предварительно прогревайте в тигле и добавляйте как минимум 50% нового материала!
1. Тема: Ошибки и осложнения при ортопедическом лечении БЮГЕЛЬНЫМИ ПРОТЕЗАМИ. . Доцент Северинова СК
Медицинская академия имени С.И. Георгиевского
ФГАОУ ВО «КФУ им. В.И. Вернадского»
Кафедра ортопедической стоматологии
Тема: Ошибки и осложнения при
ортопедическом лечении
БЮГЕЛЬНЫМИ ПРОТЕЗАМИ.
.
Доцент Северинова СК
2. Бюгельные протезы
3. Ошибки при изготовлении бюгельного протеза
при Планирование дугового протеза:
Неправильное определении места для
дуги и крепление для пластмассового
базиса
Неправильный выбор опорных зубов
Неудачное определение пути введения и
топографии межевой линии
Просчет при выборе конструкции
кламмера
Количество и расположение
окклюзионных накладок
4. Ошибки при изготовлении бюгельного протеза
ошибки на этапе снятия оттисков:
Использование альгинатной СЛЕПОЧНОЙ МАССЫ ДЛЯ
ОСНОВНОГО ОТТИСКА
НЕТОЧНОСТЬ СЛЕПКА
РАЗРЫВ МЕЖДУ БАЗИСНЫМ И КОРРИГИРУЮЩИМ СЛОЯМИ
СДВИГ СЛЕПКА В НАЛОЖЕНИИ
ОТРЫВ СЛЕПКА от ложки.
5. Ошибки при изготовлении бюгельного протеза
ПОВРЕЖДЕНИЕ МОДЕЛИ
ОШИБКИ ПРИ ОПРЕДЕЛЕНИИ ЦЕНТРАЛЬНОЙ ОККЛЮЗИИ
ПОГРЕШНОСТИ ПРИ ЛИТЬЕ КАРКАСА БЮГЕЛЬНОГО протеза
(ЕСЛИ НЕ ДУБЛИРУЮТ МОДЕЛЬ, ИЗГОТАВЛЯЮТ НА ПЕРВИЧКОЙ
МОДЕЛИ,ПРИ СНЯТИИ МОЖЕТ БЫТЬ деформация восковой
репродукции
Протеза.Усадка каркаса при нарушении технологии
литья)
ОШИБКИ ПРИ ПРОВЕРКИ КАРКАСА БЮГЕЛЬНОГО ПРОТЕЗА
УДЛИНЕНИЕ ,УКОРОЧЕНИЕ ИЛИ ИСТОНЧЕНИЕ КРАЕВ
ПРОТЕЗА
ПЛОХО ПРОВЕДЕНА БЕСЕДА С ПАЦИЕНТОМ О ПРАВИЛАХ
ПОЛЬЗОВАНИЯ ПРОТЕЗОМ
6. осложнения при ортопедическом лечении БЮГЕЛЬНым ПРОТЕзом
Плохая фиксация протеза.
Балансирования протеза
Перегрузка пародонта опорных зубов
Боль, жжение под протезом
Гиперемия слизистой оболочки и эрозии
на протезном ложе
Плохая дикция
Косметические дефекты- несовпадение
цвета размера формы зубов цветом
искусственной десны расположение
кламмеров.
7. Плохая фиксация дугового протеза
Связана с атипичной формой опорных
зубов
Плохо выраженным экватором на зубах
Не достаточной высотой коронок
Неправильным расположением
удерживающей части кламмера
относительно линии обзора
8. Плохая фиксация дугового протеза
связана с неточностью изготовления
кламмеров (смещения плеча кламмера к
окклюзионной поверхности приводит
ослаблению фиксирующих св-в,поэтому
глубина поднутрения оказывается
недостаточной для удержания протеза.)
ЧРЕЗМЕРНОЙ ОБРАБОТКОЙ ВНУТРЕННЕЙ ПОВЕРХНОСТИ
КЛАММЕРОВ –кламмер
становится
широким,теряет плоскостной контакт с
опорным зубом
Искуственным укорочением плеча -ослабляет
удерживающие св-ва
9. :
Усадка каркаса
:
Неточное установление и фиксация
каркаса на гипсовую модель перед
постановкой искусственных зубов , при
замене воскового базиса на пластмасс.
Не аккуратное извлечение бюгеля из
кюветы после полимеризации пластмассы
может привести к деформации каркаса
Деформация каркаса при обработке и
полировке(особенно когда сложные
конструкции)
10. Поломка протеза и кламмеров
перелом базиса в следствии его утончения
откол искусственных зубов- плохого
обезжиривание искусственных зубов при
паковке
перелом кламмеров-отлом ретенционной
части кламмера из за чрезмерной глубины
ретенции при ошибки в параллелометре
удерживающая часть должна быть вдвое
короче опорной части
11. Съемные пластиночные протезы частичные и полные
12. Ошибка при изготовлении съемных протезов
При снятии оттисков- должны быть
просняты альвеолярный отросток , тяжи,
уздечки.
Не правильный выбор оттискного
материала при анатомическом и
функциональном оттисках в зависимости
от состоянии слизистой
Неправильно определены границы
будущего протеза
Ошибки при определении ЦО
Неправильный выбор формы размера
искусственных зубов
13. Ошибка при изготовлении съемных протезов
Неправильная постановка зубов ( не по
центру альвеолярного гребня)
Ошибки при проверке конструкции
протеза
Ошибка при замене воска на пластмассу
14. Осложнения при пользовании съемных протезов
Плохая фиксация протезов
Балансировка протеза
Декубитальные язвы и эрозии
Аллергическая реакция на материал
Токсический стоматит(из за
некачественной полимеризации
пластмассы)
Дисфункция ВНЧС
Нарушение дикции
Нарушение окклюзионных контактов
15. Токсический стоматит
Возникает , когда содержание остаточного
мономера в протезе высокое , в следствии
грубого нарушения полимеризации.
Больные после наложения протеза
ощущают жжения слизистой оболочки под
протезом.
16. Осложнения при пользовании съемных протезов аллергический стоматит
17. Что бы поставить диагноз аллергический стоматит
Необходимо изучить аллергический
анамнез.
Провести экспозиционнопровокационную пробу
Лейкопеническую пробу (определить
количества лейкоцитов в крови у
больного без протеза и после 2 часов
ношения)количество лейкоцитов
уменьшается не менее чем на 1000 в 1 мл.
18. травматический стоматит
Вызван:
Длинными острыми краями протеза.
Шероховатостью внутренней
поверхности.
Деформированным базисом протеза.
Повышением жевательного давления в
отдельных участках протезного ложа.
Неправильной постановки зубов.
Техническими ошибками.
Нарушение фиксации протеза .
19. Осложнения при пользовании съемных протезов травматический стоматит из за съемного протеза в следствии повышения жевательного
давления
20. Реабилитационно-профилактические мероприятия
Периодический контроль за
ортопедическими конструкциями, за
степенью атрофии костной ткани под
базисом протеза , проведение
перебазировок.
Обучение и периодический контроль
личной гигиены рта
Профессиональная гигиена полости рта
21.
22. Список литературы
1. Лебеденко И.Ю., Ортопедическая стоматология [Электронный ресурс] : учебник
/ И. Ю. Лебеденко, Э. С. Каливраджиян. — М. : ГЭОТАР-Медиа, 2011. — 640 с. — ISBN
978-5-9704-2088-1 — Режим доступа:
http://www.studmedlib.ru/book/ISBN9785970420881.htm
Дополнительная литература
1. Аржанцев А.П., Рентгенологические исследования в стоматологии и челюстнолицевой хирургии [Электронный ресурс] / А.П. Аржанцев — М. : ГЭОТАР-Медиа,
2016. — 320 с. — ISBN 978-5-9704-3773-5 — Режим доступа:
http://www.studmedlib.ru/book/ISBN9785970437735.html
2. Афанасьева В.В., Стоматология. Запись и ведение истории болезни
[Электронный ресурс] : руководство / Под ред. В. В. Афанасьева, О. О. Янушевича.
— 2-е изд., испр. и доп. — М. : ГЭОТАР-Медиа, 2016. — 160 с. — ISBN 978-5-9704-37902 — Режим доступа: http://www.studmedlib.ru/book/ISBN9785970437902.html
3. Ибрагимов Т.И., Лекции по ортопедической стоматологии [Электронный ресурс]
: учебное пособие / Под ред. Т.И. Ибрагимова. — М. : ГЭОТАР-Медиа, 2010. — 208 с.
— ISBN 978-5-9704-1654-9 — Режим доступа:
http://www.studmedlib.ru/book/ISBN9785970416549.html
Перечень ресурсов информационно-телекоммуникационной сети «Интернет»:
1. http://www.studmedlib.ru
2. http://biblioclub.ru
3. http://www.biblio-online.ru/
23. Благодарю за внимание
24. Задание: Что вы видите на фото ? Какая допущена ошибка . Как исправить эту ошибку?
Министерство здравоохранения Московской области
Государственное бюджетное образовательное учреждение
среднего профессионального образования Московской области
«МОСКОВСКИЙ ОБЛАСТНОЙ МЕДИЦИНСКИЙ КОЛЛЕДЖ № 1»
Специальность: 060203 «Стоматология ортопедическая»
Выпускная квалификационная (дипломная) работа
Кальченко Максима Олеговича
Принципы планирования конструкции бюгельных протезов
Руководитель
к.м.н. А.Г.Ервандян
МОСКВА 2014
СОДЕРЖАНИЕ
ВВЕДЕНИЕ……………………………………………………………………….3
Теоретическое обоснование проблемы……………………………………..7
Глава 1. ОСОБЕННОСТИ БЮГЕЛЬНЫХ ПРОТЕЗОВ…………………..13
1.1. Бюгельные протезы………………………………………………………13
1.2 Составные части бюгельных протезов………………………………..16
1.3. Разновидности конструкций бюгельных протезов………………….24
Глава 2. ПОНЯТИЕ ПАРАЛЛЕЛОМЕТРИИ………………………………..26
2.1. Параллелометрия………………………………………………………..27
2.2. Ошибки при параллелометрии ………………………………………..33
2.3. Методы изготовления каркасов бюгельных протезов………………34
ЗАКЛЮЧЕНИЕ…………………………………………………………………37
Вывод……………………………………………………………………………41
Список литературы……………………………………………………………44
ВВЕДЕНИЕ
Частичное отсутствие зубов является одним из самых распространенных заболеваний: по данным Всемирной организации здравоохранения, ею страдают до 75% населения в различных регионах земного шара.
В нашей стране в общей структуре оказания медицинской помощи больным в лечебно-профилактических учреждениях стоматологического профиля это заболевание составляет от 40 до 75% и встречается во всех возрастных группах пациентов.
Частичная вторичная адентия непосредственным образом влияет на качество жизни пациента. Она обусловливает нарушение, вплоть до полной утраты, жизненно важной функции организма — пережевывания пищи, что сказывается на процессах пищеварения и поступления в организм необходимых питательных веществ, а также нередко является причиной развития заболеваний желудочно-кишечного тракта воспалительного характера.
Не менее серьезными являются последствия частичного отсутствия зубов для социального статуса пациентов: нарушения артикуляции и дикции сказываются на коммуникативных способностях пациента, эти нарушения, одновременно с изменениями внешности вследствие утраты зубов и развивающейся атрофии жевательных мышц, могут обусловить изменения психоэмоционального состояния, вплоть до нарушений психики.
Несвоевременное восстановление целостности зубных рядов при их частичном отсутствии обусловливает развитие таких функциональных нарушений, как перегрузка пародонта оставшихся зубов, развитие патологической стираемости, нарушения биомеханики зубочелюстной системы.
Несвоевременное или некачественное лечение частичной вторичной адентии ведет к развитию таких заболеваний зубочелюстной системы, как болезни пародонта, в отдаленной перспективе — к полной утрате зубов — полной вторичной адентии обеих челюстей. Заболеваемость пародонта в возрастной группе 35-44 лет составляет 86%.
Данные заболевания при несвоевременном и некачественном лечении могут привести к спонтанной утрате зубов вследствие патологических процессов в тканях пародонта воспалительного или дистрофического характера, к удалению не подлежащих лечению зубов или их корней при глубоком кариесе, пульпите и периодонтите.
Главным признаком частичной адентии считается отсутствие в зубном ряду от одного до пятнадцати зубов на одной из челюстей.
Клиническая картина характеризуется отсутствием одного или нескольких зубов при наличии одного или нескольких естественных зубов или их корней. Проявления частичного отсутствия зубов зависят от топографии дефектов и количества отсутствующих зубов и отличаются многообразием.
Особенностью данной патологии является отсутствие у пациентов болевого синдрома. При отсутствии одного или двух, а иногда и нескольких зубов больные нередко не ощущают дискомфорта и не обращаются к врачу.
При значительном отсутствии боковых зубов отмечается «западение» мягких тканей щек, губ.
При отсутствии даже одного фронтального зуба на верхней и/или нижней челюсти может наблюдаться нарушение дикции.
Частичное отсутствие зубов на обеих челюстях без сохранения антагонирующих пар зубов в каждой функционально ориентированной группе зубов приводит к снижению высоты нижнего отдела лица, нередко к развитию ангулярных хейлитов («заеды»), патологии височно-нижне-челюстного сустава, изменениям конфигурации лица, выраженным носогубным и подбородочной складкам, опущению углов рта.
Частичное отсутствие жевательных зубов обусловливает нарушения функции жевания, больные жалуются на плохое пережевывание пищи.
Иногда значительная частичная адентия сопровождается привычным подвывихом или вывихом височно-нижнечелюстного сустава. После утраты или удаления зубов происходит атрофия периодонтальных связок на соответствующих участках челюстей, при утрате более двух зубов постепенно развивается атрофия самих альвеолярных отростков, прогрессирующая с течением времени.
Эта патология является необратимым процессом. Восстановление целостности зубных рядов возможно только ортопедическими методами лечения с помощью несъемных и/или съемных конструкций зубных протезов.
АКТУАЛЬНОСТЬ
В настоящее время одной из актуальных проблем ортопедической стоматологии является протезирование дефектов зубных рядов с помощью бюгельных протезов. Грамотная оценка клинической ситуации лежит в основе правильного выбора рациональной конструкции будущего бюгельного протеза.
Функциональные, технологические и конструкционные особенности бюгельного протеза, обусловливают высокую точность изготовления каркаса с опорно-удерживающими элементами, которые обеспечиваются применением специальных методов подготовки рабочей модели в параллелометре для изучения и разметки рельефов протезного поля на рабочих моделях.
ЦЕЛЬ ИССЛЕДОВАНИЯ
Выявление основных факторов, позволяющих создать оптимальную конструкцию бюгельных протезов.
ОБЪЕКТ ИССЛЕДОВАНИЯ
Конструкция бюгельного протеза.
ПРЕДМЕТ
Принципы планирования конструкции бюгельных протезов.
ПРАКТИЧЕСКАЯ ЗНАЧИМОСТЬ
Разработка и внедрения новых конструкций бюгельных протезов.
ТЕОРЕТИЧЕСКОЕ ОБОСНОВАНИЕ ПРОБЛЕМЫ
Проблемы дефектов зубного ряда могут быть решены путем очень разных подходов на отдельных этапах исполнения. Для пациентов основной целью протезирования является восстановление жевательной функции и эстетики. Изготовленный по индивидуальному плану лечения съемный зубной протез существенно влияет на улучшение качества жизни пациента. При этом должны учитываться эстетические аспекты и динамика жевательной функции. Зубной протез соответствует этим высоким требованиям тогда, когда наблюдаются:
- Восстановленная жевательная функция
- Прочная фиксация, легкое введение и выведение
- Эстетичный вид
- Безупречная фонетика
- Минимальное давление на ткань в психологически приемлемых границах
- Хорошая гигиена, простой уход
- Безупречное, точное техническое исполнение
- Биологически совместимые материалы
- Гарантия хорошей функциональности
Во время консультации нужно выяснить, отвечает ли кламмерная конструкция бюгельного протеза представлениям, пожеланиям и возможностям пациента. В течении многолетнего применения кламмерный бюгельный протез хорошо зарекомендовал себя в разнообразных модификациях во всем мире. При правильном диагнозе, планировании и конструкции кламмерный бюгельный протез является вполне приемлемым функциональным решением. Превосходные качества современных кобальтохромовых сплавов и правильное изготовление гарантируют высококачественное протезирование. Изящная конструкция бюгельного протеза обычно без проблем встраивается в зубочелюстную систему. Благодаря стабильности формы, каркас бюгельного протеза надежно соединяет седловидные части концевых дефектов, дает хорошую опору и фиксацию за счет кламмеров. Тканевая переносимость кобальтохромовых сплавов – при условии правильных показаний и правильной обработки – оценивается как отличная. Сравнительно низкая теплопроводность и небольшой удельный вес повышают комфортабельность протеза.
Актуальные проблемы, включая неудачи при изготовлении и использовании бюгельных протезов, связаны сегодня меньше всего с технологическими процессами. Они появляются скорее из-за неуверенности при определении показаний и выборе конструкции. Современные приборы и материалы, инструкции по их применению и обслуживанию намного упрощают изготовление, но не решают вопросов планирования и конструирования. И хотя ответственность за решение этих двух задач несет в первую очередь врач-стоматолог, но он и зубной техник должны сообща искать индивидуальное решение для каждого пациента. Только на основании четких и конкретных данных зубной техник может точно выполнить запланированную врачом-ортопедом конструкцию и обеспечить хороший конечный результат.
Создание безупречного каркаса бюгельного протеза является трудной задачей даже для опытных зубных техников, квалифицированно исполняющих другие работы, если классический кламмерный протез отошел для них на второй план. Тот, кто сегодня интенсивно занимается технологией бюгельного протезирования, имеет широкий спектр конструкционных возможностей. Однако, не менее важно и интенсивное освоение навыков мастерства. Планирование и изготовление конструкций, соответствующих желаниям пациента и функциональной необходимости, должны проводиться совместными усилиями стоматолога и зубного техника.
Как правило, большинство пациентов хотят иметь зубной протез, который, в первую очередь, отвечает их эстетическим представлениям. Функциональные аспекты часто имеют лишь второстепенное значение или вообще остаются без внимания. Поэтому изготовление функционально безупречного зубного протеза, но с учетом пожеланий пациента во время планирования, находится на ответственности стоматолога.
Между самым простым бюгельным протезом с кламмерами и технически сложным комбинированным протезом существуют огромные различия с точки зрения функциональности, эстетики и комфорта. Пациента нужно проинформировать о технических и финансовых альтернативах по каждому, подходящему для него, протезу. Во время консультации должны быть рассмотрены преимущества и недостатки отдельных возможностей протезирования, затронуты вопросы выбора материала, а также оговорены все финансовые условия. Тщательное обсуждение различных видов протезирования существенно помогает в выборе решения. Перед пациентом встает вопрос: сэкономить на расходах в данном случае или отказаться от других потребностей. Важно, чтобы он понял, какие преимущества имеет более дорогой протез. Пациенту должно быть ясно также и то, что речь здесь идет не только о восстановлении дефекта зубного ряда или жевательной функции. Дополнительные расходы он должен рассматривать как инвестицию в собственное здоровье и качество жизни. Но простой, недорогой вариант протеза тоже гарантирует восстановление жевательной функции. Реализация пожеланий в отношении эстетики и удобства протеза требует проведения дополнительных работ. Новые высококачественные биосовместимые материалы и современные технологии помогают создать удивительный косметический эффект. Если пациент увидит, что его индивидуальность только выигрывает от естественного внешнего вида, то он будет больше расположен к тому, чтобы инвестировать в зубной протез. По понятным причинам, особенно у молодых пациентов с характерно выраженными дефектами зубного ряда, существует огромная антипатия к съемным конструкциям. Нужно обязательно принимать во внимание связанный с этим страх, вырастающий вплоть до психических проблем. Опыт показывает, что этот круг пациентов лишь с большим трудом привыкает к частичным, съемным протезам. При поиске и выборе индивидуальных решений рекомендуется использовать такие легкодоступные вспомогательные средства, как наглядные модели, брошюры, каталоги, видеофильмы. Эти пособия, кроме всего, наглядно информируют пациента и об очень высоких затратах труда как стоматолога, так и зубного техника. [13, 15]
При всех замечательных возможностях, существующих в современной стоматологии, нельзя забывать и о том, что пациенты не всегда могут или хотят иметь дорогостоящий протез. Иногда их финансовое положение позволяет выбрать только простейшие конструкции. Следовательно, стоматолог должен создать функциональный зубной протез с помощью простых средств, но с использованием современных научных достижений. [21]
Физиологически оправданным и финансово выгодным является кламмерный бюгельный протез из кобальтохромового сплава с литыми опорно-удерживающими кламмерами. Положение конструкции и вид опорно-удерживающих элементов существенно зависит от расположения оставшихся естественных зубов. Коронки на опорные зубы изготавливаются только при крайней необходимости, например, вследствие недостаточной ретенции. При дефектах зубного ряда во фронтальной области практически невозможно избежать видимых элементов кламмеров. В ситуациях с малым количеством опорных зубов или при их неблагоприятном расположении необходим большой металлический базис. Такие, с функциональной точки зрения неизбежные ограничения, должны быть разъяснены пациенту до начала протезирования.
Но и при изготовлении недорогого протеза расположение кламмеров не должно определяться произвольно или просто на глаз. При недостаточной глубине поднутрения подвергается опасности прочная и надежная посадка протеза. В свою очередь чересчур большая глубина поднутрения будет перегружать опорные зубы и осложнять ввод и снятие протеза. Без точного измерения модели безупречная функциональность частичного кламмерного протеза предоставляется случаю и может быть причиной неудачи протезирования. Вывод: профессионально изготовленный кламмерный протез является внешне простым, но вполне адекватным выбором.
В центре всего зубоврачебного лечения и протезирования стоит здоровье пациента. На врача-стоматолога и на зубного техника ложится, таким образом, большая ответственность: врач-стоматолог отвечает за общую работу, включая правильный диагноз и лечение, зубной техник – за безупречное техническое изготовление протеза. В соответствии с разнообразием современных технологий врач-стоматолог обязан использовать весь потенциал и технические возможности лаборатории. Пациент должен быть уверен, что лаборатория обладает всеми необходимыми условиями для выполнения качественной работы.
На качество зуботехнических работ влияют не только испытанные, надежные технологии и качественные материалы. Очень важна рациональная организация труда, а также точное планирование, использование накопленного опыта и, что немаловажно, тесное взаимодействие врача, зубного техника и пациента.
Здоровый пародонт зубов является важным условием для протезирования. Анамнез, исследование общего состояния пациента и диагноз составляют основу каждого ортопедического планирования. Прежде чем приступить к окончательному выбору конструкции протеза, предварительно пациент должен быть подготовлен к протезированию, т.е. удалены зубы, не подлежащие лечению; проведена терапия кариеса и т.д. Поверхностное обследование пациента и спешное начало изготовления протеза часто оставляют не выявленными многие проблемы. Последствием такого неполноценного обследования будут недовольные, жалующиеся на боль пациенты, состояние которых после протезирования ухудшается [15, 16, 17].
Глава 1. ОСОБЕННОСТИ БЮГЕЛЬНЫХ ПРОТЕЗОВ
1.1. Бюгельные протезы
Бюгельный протез является разновидностью частичных съемных протезов. Название протезов произошло от немецкого слова bugel, что в переводе означает «дуга». Бюгельный протез состоит из металлического каркаса, в который входят опорно-удерживающие приспособления, дуги и искусственные зубы. Каркасом протеза на нижней челюсти является подъязычная дуга, а на верхней – небная пластинка.
Преимущества бюгельных протезов по сравнению с пластиночными:
- Позволяет использовать для своей опоры не только дёсны, но и зубы
- Компактность
- Прочность
- Короткий период привыкания
- Высокая эстетика (при использовании замков)
- Лучшая фиксация и стабилизация
Недостатки бюгельных протезов по сравнению с пластиночными:
- Недостаточная эстетика (при использовании кламмеров во фронтальном отделе)
- Возможная перегрузка опорных зубов (особенно при использовании замков)
- Наличие металла (при изготовлении литых бюгелей)
- Сложность планирования
- Сложность изготовления
- Высокая стоимость
Особенности: Бюгельные протезы максимально приближены к виду естественных зубов по цвету, размеру и форме. В отличие от частичных съёмных пластиночных протезов, бюгельные меньше нарушает тактильную, вкусовую, температурную чувствительность и четкость речи. Помимо этого, они обладают высокой жевательной эффективностью. Данный вид протезирования рекомендуется при отсутствии трех рядом стоящих зубов и дистальных моляров [2].
Бюгельные зубные протезы различаются по типу их крепления к зубам:
Фиксируемые с помощью кламмеров
Фиксация таких протезов осуществляется с помощью специальных крючков, которые имеют различную форму, и изготавливаются индивидуально для каждого опорного зуба. Использование кламмеров позволяет достичь плотного облегания протеза без повреждения эмали. Недостатком данного вида бюгельного протеза является заметность кламмеров при улыбке [11, 14, 20].
Фиксируемые с помощью аттачментов
Аттачмент – это замковое крепление, которое состоит из двух элементов, входящих один в другой. Первая часть замка находится на искусственном зубе протеза, вторая – на зубе пациента. В отличие от кламмеров, замковые крепления более эстетичны, они обеспечивают лучшую фиксацию и комфорт при снятии и надевании протеза. По способу крепления аттачментов к естественному зубу различают: внутрикорневые, внутрикоронковые, внекоронковые, межкоронковые и др.
Фиксируемые с помощью телескопических коронок
Крепление на коронках считается наиболее эстетичным и дорогостоящим видом конструкции. Технология — на обточенный зуб пациента ставится коронка, на которую при помощи полой коронки уже самого протеза крепится вся бюгельная конструкция. Таким образом, одна часть коронки входит в другую, обеспечивая надежную фиксацию [11, 15, 16, 17, 18, 22].
Протезирование бюгельными протезами
Ортопедическое лечение бюгельными протезами требует нескольких визитов к врачу стоматологу-ортопеду. Для начала подготавливаются опорные зубы: их пролечивают, восстанавливают эмаль и, при необходимости, покрывают коронками. Затем снимаются слепки, которые отправляются лабораторию. В следующее посещение проводится примерка. Протез должен подойти по форме и размеру, в случае дискомфорта требуется его коррекция. Завершающим этапом будет уже примерка и получения готовой конструкции [2].
Уход
Срок службы бюгельных протезов – более пяти лет при правильном и бережном уходе. Протезы рекомендуется ополаскивать водой после каждого приема пищи и два раза в день чистить зубной щеткой и другими специальными средствами. Раз в 6 месяцев необходимо приходить к ортопеду-стоматологу на профилактический осмотр с проведением перебазировки протеза.
1.2 Составные части бюгельных протезов
Основные элементы опирающихся зубных протезов:
- Опорно-удерживающие кламмера.
- Дуга.
- Базис с искусственными зубами.
По технологии изготовления каркаса бюгельного протеза дуговые опирающиеся протезы можно разделить на:
- Отдельные элементы, гнутые из проволоки, с применением стандартных дуг, а затем спаянные.
- Отдельные элементы отлитые из металла, а затем спаянные.
- Цельнолитые.
- Литье со снятием с модели или по выплавленным моделям.
- Литье на огнеупорной модели.
- Литье через пластмассовую композицию.
Опорно-удерживающие кламмеры
Кламмеры являются наиболее распространенным способом укрепления бюгельных протезов. Их получают методом литья или изгибания из проволоки (нержавеющая сталь, сплавы металлов на основе золота). Форма кламмера варьирует от выполняемой им функции (опора, удержание и др.) до ретенции его к зубу. Правильное расположение кламмера на коронковой части зуба основывается на рациональном использовании их формы. Линия, проходящая по самой выпуклой части коронки зуба, называется экватором. Горизонтальная экваторная линия разделяет коронку зуба на две части: окклюзионную и ретенционную (гингивальную), которая располагается ниже экваторной линии. На окклюзионной части располагаются опорные элементы кламмеров, а на ретенционной – удерживающие [2].
Различают три вида кламмеров:
- Удерживающие.
- Опорные.
- Комбинированные (опорно-удерживающие)
Протез, фиксированный при помощи удерживающих кламмеров, при вертикальной нагрузке проседает, т.е. движется по направлению к слизистой оболочке и погружается в нее. В результате чего давление передается на слизистую оболочку. При использовании опирающихся кламмеров, давление передается преимущественно на опорные зубы, и частично на слизистую протезного ложа.
Составные элементы опорно-удерживающего кламмера:
- Плечи кламмера — части, прилегающие к коронковой поверхности зуба, касающиеся его. Выделяют ретенционную и стационарную части плеча.
- Тело кламмера – неподвижная часть, располагающаяся над экватором опорного зуба.
- Отросток кламмера – часть тела кламмера переходящая в базис протеза.
- Оклюзионная накладка — располагается на жевательной поверхности зуба. Она предохраняет протез от погружения в слизистую и передает опорному зубу вертикальную нагрузку, восстанавливает окклюзионный контакт с антагонистом, восстанавливает высоту низких коронок зубов.
Фиксация протеза может быть, как за счет тщательного оформления базисной части, так и за счет правильного выбора типа кламмера для каждого опорного зуба.
Впервые кламмер для фиксации протезов применил Монтон. В настоящее время имеется множество разновидностей конструкций опорно-удерживающих кламмеров. Поэтому предложенная в 1969г. систематизация Ney имеет очень важное значение в их изучении и применении. Авторы изучили то обстоятельство, что перелом кламмера всегда происходит в месте его выхода из базиса протеза, и предложили тело кламмера и верхнюю часть его плеча делать толстыми. Эта жесткая часть кламмера, располагаясь выше межевой линии, должна охватывать зуб на 3/4 коронки.
Система кламмеров фирмы Нея представлена 5-ю типами кламмеров. Выбор того или иного типа кламмера зависит от многих условий, главным из которых является расположение межевой линии.
К первой группе относятся две подгруппы кламмеров с плечами, направляющимися в ретенционную зону со стороны окклюзии, т.е. от накладки. Большинство из них является относительно жесткими системами кламмеров. Первую группу составляют двуплечие и одноплечие кламмеры.
Ко второй группе относятся кламмеры с плечами, направляющимися в удерживающую зону со стороны десны. Называются они стержневыми кламмерами. Они относятся к пружинистым (упругим) системам кламмеров.
К третьей группе относятся комбинированные кламмеры, состоящие в основном из плеч первой и второй групп, а также сочетания жестких элементов со стороны окклюзии и проволочного плеча.
В основном в бюгельном протезировании используются кламмера системы Нея, которая включает в себя 5 кламмеров:
- Кламмер I типа — состоит из окклюзионной накладки с двумя плечами. Вся опорная часть изображена накладкой, а также телом и частью плечей. Кончик плеча (напоминает форму рогов) истончен и заходит в поднутрение зуба, но, чем ярче выражено поднутрение зуба, тем тоньше и короче та часть, которая удерживает и пружинит. Такие кламмера применяют при включенных дефектах зубных рядов, в которых опорные зубы не конвергированы (наклонены) в ту или иную сторону и хорошо выраженных на экваторах с двух сторон.
- Кламмер II типа — считается раздвоенным или же расщепленным. Такие кламмера состоят из двух плеч Т-образной формы и окклюзионной накладки. Применяют кламмера в тех случаях, когда межевая линия располагается не в том месте, где типично располагается. Очень хорошо фиксируют протез при концевом дефекте и при наклонах зубов в медиальную сторону. Длиной отростков регулируется пружинящее свойство плеч.
- Кламмер III типа — называется комбинированным. Он состоит из двух плеч, одно из которых взято от кламмера I типа и плечо кламмера II типа. Используется, когда дефект зубного ряда бывает как включенный, так и концевой. При этом межевая линия находится в разных местах, на разных поверхностях. Такое случается в том случае, когда зуб наклонен в вестибулярную (переднюю) сторону.
- Кламмер IV типа — кламмер обратного действия, состоящий из одного плеча. Одноплечий кламмер присоединяется к каркасу бюгельного протеза отростком, который идет вертикально с дистальной стороны зуба, при этом накладка располагается с медиальной стороны зуба. Используется в таких протезах, которые замещают концевой дефект, при коротких, конических формах опорных зубов и оральных наклонах клыков и премоляров (малых коренных зубов).
- Кламмер V типа (кольцевые). Состоят из самого длинного плеча и двух накладок, которые расположены на жевательной поверхности. Чтобы усилить конструкцию плеча делают перемычку, которая идет параллельно плечу. Изготавливается на одностоящие зубы моляры (большие коренные), наклоненные в медиальную сторону [2, 20].
Базис бюгельных протезов.
Базис представляет элемент съемного протеза, несущий искусственные зубы и ответвления от металлических деталей опирающегося протеза. Базис укрепляется на опорные зубы через соединительные элементы и опирается на альвеолярный отросток.
В настоящее время для изготовления базисов применяют сплавы золота и кобальтохромовые, а также различные пластмассы.
Преимущества базиса из кобальтохромового сплава над золотым в том, что первый имеет небольшой удельный вес, а перед пластмассой в высокой прочности. При проведении перебазировок базиса: преимущество сохраняется за пластмассой.
Функции базиса:
- Удержание искусственных зубов.
- Передача нагрузки от приложенного давления.
- Обеспечение сопротивления силам смещения.
Форма и размеры базиса зависят не только от наличия зубов и анатомических условий полости рта, но и от функциональных и профилактических задач. Чем больше естественных зубов воспринимает жевательное давление и чем больше они могут быть нагружены, тем меньше требуется площадь для базиса протеза.
Преимущества бюгельных протезов над съемными пластиночными заключаются в следующем: имеют меньший размер, следовательно пациент быстрее адаптируется к ним; не вызывают ощущение инородного тела; не нарушают вкусовую и температурную чувствительность.
В опирающихся съемных протезах применяются в основном стандартные искусственные зубы из пластмассы и фарфора. Однако возможно применение металлических зубов, отлитых вместе с каркасом протеза.
При постановке искусственных зубов в частично съемных протезах необходимо соблюдать законы статики и динамики, т.е. зубы размещаются посередине альвеолярного гребня. Так же необходимо учитывать межальвеолярные соотношения [11].
Соединение каркаса протеза с базисом может быть:
- Жестким — целесообразно использовать, когда опирающийся съемный протез устанавливается при достаточном количестве опорных зубов и хорошо сохранившихся альвеолярных отростках и слизистой с небольшой равномерной упругостью.
- Пружинящее крепление — достигается путем введения одной или нескольких пружин. Пружинящее соединение показаны тогда, когда необходимо уменьшить нагрузку на опорные зубы за счет повышения функциональной нагрузки на ткани гребня челюсти. Это необходимо при малом количестве опорных зубов или когда опорные зубы недостаточно устойчивые.
- Шарнирные соединения — предназначены для рационального распределения жевательной нагрузки на слизистую и пародонт.
При дистально ограниченных дефектах (3 и 4 классы) вертикальная нагрузка передается преимущественно на опорные зубы, поэтому размеры базиса могут быть уменьшены, чтобы не мешать движениям языка.
При хорошо сохранившимся альвеолярном отростке для замещения дефектов зубного ряда 4 класса делают искусственные зубы на приточке.
Границы базиса протеза со свободно оканчивающимися седлами должны быть расширены, особенно на нижней челюсти при значительной протяженности дефектов. Границы базисов протеза на нижней челюсти устанавливаются для полного съемного протеза, т.е. в пределах нейтральной зоны. Дистальная граница базиса протеза на нижней челюсти проходит на позадиальвеолярных буграх. Это необходимо для предупреждения смещения протеза в дистальном направлении и уменьшения давления на слизистую оболочку.
На верхней челюсти нет необходимости расширять границы базиса при большой и средней высоте альвеолярного отростка, а расположение площади опоры не имеет существенного значения.
Подготовка зубных рядов слагается из следующих основных мероприятий:
- Выравнивание окклюзионной поверхности.
- Восстановление высоты прикуса.
- Замещение небольших дефектов зубных рядов мостовидными протезами.
Подготовка опорных зубов заключается в следующем:
- Подготовка места для окклюзионных накладок.
- Иммобилизация недостаточно устойчивых или чрезмерно нагруженных зубов.
Изменение контуров опорных зубов. Бюгельный протез необходимо рассматривать не как сочетание кламмеров, дуг и базисов, а как единый комплекс, который должен быть сконструирован как функционально целое [2, 20].
1.3. Разновидности конструкций бюгельных протезов
Решение вопроса о выборе конструкции протеза, типе и расположении кламмеров принимается в процессе клинического обследования полости рта больного.
Разнообразие конструкций бюгельных протезов диктуется в первую очередь видом дефекта, затем податливостью слизистой оболочки, количеством опорных зубов, видом протеза и т.д.
Конструкции бюгельных протезов исходя из классификации Кеннеди:
1 класс.
Отличительной особенностью бюгельных протезов при данном дефекте является наличие двух, свободно оканчивающихся седел, жестко соединенных между собой дугой. Седла протеза с медиальной стороны опираются на зубы посредствам кламмеров или замковых соединений, а своими свободными концами лежат на слизистой оболочке альвеолярного отростка.
Примером такой конструкции может служить протез с двумя кламмерами Аккера, соединенных дугой; в конструкцию может быть введен непрерывный оральный кламмер, дробитель нагрузки при заболевании тканей пародонта.
2 класс.
При дефектах данного класса бюгельные протезы имеют свободно оканчивающееся седло, фиксированное с медиальной стороны на опорном зубе и лежащее свободным концом на слизистой оболочке альвеолярного отростка. Седло соединяют металлической дугой с кламмерами, укрепленными на боковых зубах противоположной стороны зубного ряда. Фиксация протеза может быть осуществлена при помощи двухплечевого кламмера Аккера, кламмера обратного заднего действия, или двойного трехплечного кламмера.
3 класс.
Бюгельные протезы при дефектах 3 класса имеют включенные седла с двухсторонней фиксацией на опорных зубах. Двухсторонние протезы применяются при больших дефектах, когда невозможно изготовление несъемных протезов. Кламмеры, расположенные на здоровой стороне зубного ряда должны быть жесткими, фиксироваться на большом количестве зубов (не менее 2-х зубов). Когда имеется силовое превалирование противоположного зубного ряда, вертикальная нагрузка на опорные зубы должна быть уменьшена при помощи пружинящих соединений, создание опоры на большее количество зубов, расширение площади опоры базиса, уменьшение оклюзионной поверхности зубного ряда. Особенно важно не перегружать одиночно стоящий опорный дистальный зуб.
4 класс.
Бюгельные протезы при дефектах 4 класса имеют одно седло, лежащее впереди опорных зубов. Изготовление протезов при этих дефектах требует жесткого соединения кламеров с седлом. Поскольку кламмерная линия может быть осью вращения протеза, необходимо для предотвращения вращательных движений кламмеры располагать на всех оставшихся зубах. Для уменьшения вращательного момента применяют широкие базисы, кольцевые кламмеры или кламмеры заднего действия [2, 19, 20].
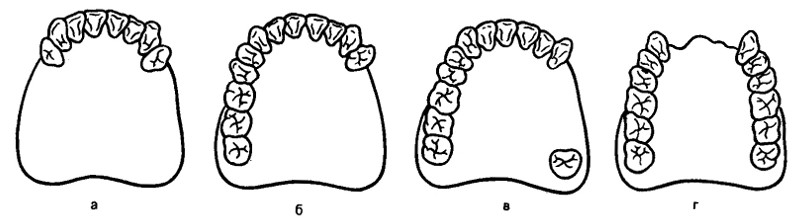
Рис. Классификация зубных рядов по Кеннеди
- а — первый класс
- б — второй класс
- в — третий класс
- г — четвёртый класс
Глава 2. ПОНЯТИЕ ПАРАЛЛЕЛОМЕТРИИ
В съемном протезе в каждом случае плечи кламмеров должны быть расположены на поверхности зуба соответственно вертикальному и горизонтальному экваторам. Если число кламмеров больше двух, то выбор стабилизирующих и ретенционных особенностей кламмеров определяется на основе единого, общего для всех поверхностей зубов клинического экватора, что в специальной литературе получило название «путь введения протеза». Для объективизации единого, общего клинического экватора был создан прибор — параллелометр.
Плоскость основания прибора и горизонтальная часть подвижной части стойки параллельны между собой, поэтому любой диагностический стержень, фиксированный отвесно на ней, перпендикулярен основанию параллелометра. Столик для закрепления модели имеет подвижную подставку с фиксирующим устройством, что позволяет придать модели любое положение относительно диагностического металлического стержня и других инструментов. Следовательно, параллелометр — это прибор для определения параллельных между собой и находящихся в одной плоскости точек на бесконечном количестве горизонтальных поверхностей зубов, альвеолярных отростков челюстей при определенном заданном положении модели по отношению к диагностическому стержню (вертикали). Практически значимы пять положений модели по отношению к вертикальному диагностическому стержню [12, 19].
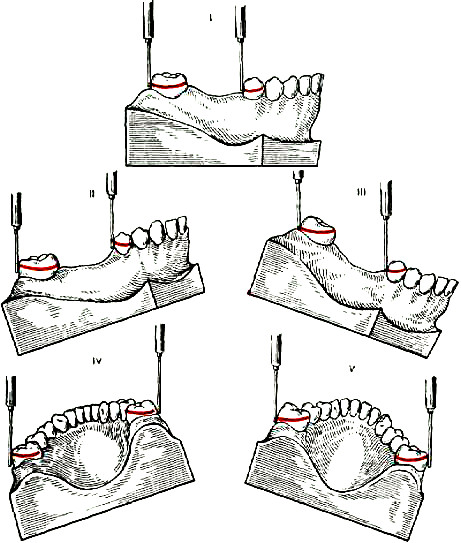
Параллелометрия
2.1. Параллелометрия
- горизонтальное — нулевой наклон: ось диагностического стержня перпендикулярна окклюзионной плоскости жевательных зубов;
- заднее, когда опущен задний отдел зубного ряда;
- переднее, когда опущен передний отдел зубного ряда;
- левое, когда модель наклонена влево;
- правое, когда модель наклонена вправо.
Влияние наклона зуба на положение экватора на коронке и изменение линии обзора на каждом зубе при наклоне диагностической модели иллюстрирует схема с яйцевидным телом. Изменяя положение модели относительно диагностического стержня, возможно изменять положение экватора, площадь окклюзионной и гингивальной поверхностей, выбранных под опору зубов с целью обеспечения необходимой глубины ретенции, разумного, с точки зрения фиксации и эстетики, расположения плеч кламмеров в соответствии с выбранной их конструкцией (последнее продиктовано анализом клинического состояния коронок опорных зубов, пародонта и его рентгенологической оценки, типом прикуса). Заменив диагностический металлический стержень на грифель, очерчивают поверхности зубов в найденном и установленном на столике положении модели. В результате получают линию обзора — графическое изображение лежащих в разных плоскостях точек на всех поверхностях зубов при заданной (определенной) оси введения протеза, что получило название параллелографии. Эта линия обзора есть зона наибольшей выпуклости каждого зуба в единой оси введения протеза. На схеме с яйцевидным телом видно, что эта линия наибольшей выпуклости может не совпадать (что чаще всего и бывает) с анатомическим образованием на коронке зуба — анатомическим экватором.
В зависимости от наклона модели линия обзора будет по-разному располагаться на опорных зубах как со стороны дефекта, так и с вестибулярной и оральной сторон [2, 12].
Различают 5 вариантов прохождения линии обзора на поверхности зуба.
Первый вариант — со стороны дефекта линия обзора приближается к гингивальной части, а со стороны рядом стоящего медиально зуба — к окклюзионной части зуба. В результате I и IV квадранты имеют большую площадь, чем II и III.
Второй вариант — со стороны дефекта линия обзора приближается к окклюзионной, а со стороны рядом стоящего медиально зуба — к гингивальной части зуба. В результате площадь I квадранта сведена к минимуму либо его практически нет.
Третий вариант — резко диагональное прохождение линии обзора, в результате чего площади I и IV квадрантов становятся минимальными.
Четвертый вариант — приближение линии обзора к окклюзионной части по всей протяженности вестибулярной или оральной поверхности зуба. Встречается при наклоне зуба в соответствующую сторону. Практически I и II квадранты отсутствуют.
Пятый вариант — приближение линии обзора к гингивальной части по всей протяженности вестибулярной или оральной поверхности зуба. Встречается при наклоне зуба соответственно в противоположную сторону, при конической форме коронки зуба. Практически III и IV квадранты имеют минимальную площадь или отсутствуют. Перечисленные варианты прохождения линии обзора будут меняться в зависимости от положения модели, т. е. избранной оси введения протеза лишь в пятом варианте при условии, что линия обзора и с вестибулярной, и с оральной стороны проходит близко к десневому краю (при конусной форме коронки). Для улучшения условий ретенции необходимо на опорный зуб изготовить искусственную коронку под выбранный тип кламмера. Если добавить, что при параллелометрии определяем зоны поднутрения около зубов и в области альвеолярных отростков, создавая изоляцию во избежание образования «захватов» базисной части протезов с целью беспрепятственного их введения, то становится очевидным, что параллелометрию и параллелографию следует применять практически при лечении всеми конструкциями зубных протезов с множественными разноплановыми элементами фиксации.
Путь введения и выведения протеза, а также общую для всех опорных зубов межевую линию, по отношению к которой будут располагаться элементы опорно-удерживающегося кламмера, определяют с помощью специального прибора – параллелометра [12].
Параллелометр
Параллелометр представляет собой прибор для определения наибольшей выпуклости зубов на моделях челюстей, выявления относительной параллельности поверхностей двух или более зубов или других частей челюсти, например, альвеолярного отростка
Прибор имеет плоское основание, на котором под прямым углом закреплена стойка с кронштейном. Кронштейн подвижен в вертикальном и горизонтальном направлениях. Плечо кронштейна соотносится со стойкой под углом 90°. На плече кронштейна имеется зажимное устройство для сменных инструментов. Это устройство позволяет перемещать инструменты по вертикали [12].

Параллелометр
Существует три метода выявления пути введения протеза:
- Произвольный.
- Метод определения среднего наклона длинных осей опорных зубов.
- Метод выбора.
- Метод произвольной ориентации модели в параллелометре
Модель на столике параллелометра устанавливают так, чтобы окклюзионная плоскость зубов была расположена перпендикулярно к стержню грифеля. После фиксации положения модели на столике параллелометра, к каждому опорному зубу подводят грифель и очерчивают линию обзора. При данном методе параллелометрии межевая может не совпадать с анатомическим экватором зуба, так как ее положение будет зависеть от естественного наклона зубов. Поэтому на отдельных опорных зубах условия для расположения кламмеров будут неблагоприятными.
Данный метод параллелометрии показан только при параллельности вертикальных осей зубов, их незначительном наклоне и минимальном числе кламмеров.
- Метод выявления среднего наклона длинных осей опорных зубов
Грани цоколя модели обрезают, добиваясь их параллельности. Затем находят вертикальную ось одного опорного зуба, анализирующий стержень должен совпадать с длинной осью зуба, направление которой переносят на боковую поверхность цоколя. Затем определяют вертикальную ось 2-го опорного зуба, расположенного на той же стороне и переносят ее на боковую поверхность цоколя. Затем находят среднюю ориентировочную ось опорных зубов. Таким же образом определяют средние оси зубов на другой стороне зубного ряда модели. Полученные “средние” переносят на свободную грань цоколя и между ними определяют “среднюю” всех опорных зубов.
На найденной “средней” устанавливают столик с моделью в параллелометре. Аналитический стержень заменяют на графитовый и на каждом опорном зубе очерчивают межевую линию. Данный метод не учитывает эстетических требований расположения кламмеров.
- Метод выбора
Модель на столике параллелометра устанавливают так, чтобы окклюзионная плоскость зубов была расположена перпендикулярно к стержню грифеля. Последний подводят к каждому зубу по очереди и изучают величину опорной и удерживающей зон. Модель изучают под разными наклонами, выбирая один, который обеспечивает лучшую удерживающую зону на всех опорных зубах.
После того, как будут обозначены межевые линии и определен путь введения протеза, изучают расположение дуги, опорно-удерживающих кламмеров, непрерывного кламмера, когтеобразных отростков. Затем на модели рисуют каркас будущего протеза.
При определении пути введения и выведения протеза наиболее целесообразно исходить из топографии дефектов зубного ряда:
- при отсутствии зубов в дистальных отделах (I класс по Кеннеди) или в переднем (IV класс) наклон модели следует осуществлять в направлении дефекта;
- при одновременном наличии двух и более дефектов в переднем и боковых отделах зубного ряда модель наклоняют в сторону дефекта, в области которого возможно отвисание или меньшая устойчивость протеза;
- при одностороннем дефекте и наличии дистальной опоры (III класс) модель целесообразно наклонять в сторону более устойчивого зуба для создания на нем наиболее благоприятных условий для фиксации;
- при дефекте IV класса лучшую фиксацию обеспечивает передний наклон модели, а задний целесообразен лишь из эстетических соображений [19].
2.2. Ошибки при параллелометрии
Незнание параллелометрии приводит к нежелательным результатам:
- сложная примерка каркаса;
- неправильное определение кламмерной зоны;
- отлом вестибулярной части кламмера;
- неправильно оценивается топография опорной и ретенционной зон.
Сложная примерка каркаса
Происходит из-за того, что неправильно была проведена изоляция модели, т.е. места изоляции имеют поднутрения, и значит зубы, подготовленные под кламмеры, заизолированы не параллельно. Это затрудняет нахождение пути введения протеза.
Если не определен путь введения протеза, то кламмеры не могут четко выполнять свои функции. Зона изоляции должна быть равна «0» для всех опорных зубов.
Неправильное определение кламмерной зоны
Неправильное определение кламмерной зоны, как правило, приводит к тому, что кламмер ломается при эксплуатации, либо каркас фиксируется на опорные зубы с большим напряжением.
Параллелометрия дает четкую картину расположения кламмера, так как кламмерная зона измеряется от 0 до 25 мк. Кламмер должен быть равномерно истончен, тогда он работает, как «хлыст» – в работе должна участвовать 1/3 кламмера.
Если параллелометрия проведена правильно, то каркас бюгельного протеза при примерке не вызывает затруднений.
Отлом вестибулярной части опорно-удерживающего кламмера
Эта проблема возникает из-за неправильного расположения кламмера. Многие техники расчерчивают модель на глазок, и поэтому кламмер располагают как гнутый. При таком расположении кламмера рабочий момент находится очень близко к окклюзионной накладке. И, как результат, работает та часть кламмера, где максимальная толщина, т.е. упругость кламмера, равна «0». Рано или поздно наступает усталость материала, и кламмер отломится именно в той точке, где возникает максимальная нагрузка.
Неправильная оценка топографии опорной зоны кламмера.
Наиболее типичная ошибка полное или частичное расположение непрерывного кламмера на зубах боковой группы в ретенционной зоне [12].
2.3. Методы изготовления каркасов бюгельных протезов
Паяные каркасы следует рассматривать только в историческом плане, так как данный метод имеет ряд недостатков:
- Недостаточное прилежание кламмеров к поверхности зубов;
- Электролиз места спайки, что ведет к поломке протеза;
- Невозможность изготовление сложных конструкций
- Изготовление цельнолитого каркаса бюгельного протеза:
А. Изготовление цельнолитого каркаса при отливке его без модели.
После получения слепков, отливают модель из высокопрочного автоклавного гипса. С помощью параллелометра изучают модель для определения расположения кламмеров. Затем на модели наносят чертеж будущего протеза. При помощи стандартных восковых заготовок моделируют каркас протеза. Закончив моделировку, к модели протеза прикрепляют литники с восковыми шарами, снимают восковой базис с модели и осторожно обмазывают его маршалитом со смесью этилсиликата. Маршалитовая смесь наносится 2-3 раза и посыпается кварцевым песком крупного помола. По затвердевании смеси восковую заготовку упаковывают в отливочную кювету с огнеупорной массой.
Кювету устанавливают на электроплиту, выплавляют воск, а затем в муфельную печь, в которой при температуре 800-1200 градусов выжигают воск и подготавливают кювету к заливке металлом. Металл заливают в аппарате с центробежной силой. Кювету охлаждают на воздухе, извлекают протез, шлифуют и полируют. Заканчивают изготовление протеза расстановкой зубов.
Б. Изготовление цельнолитого каркаса при отливке его на огнеупорной модели.
После получение слепков, отливают модель из высокопрочного автоклавного гипса. Модель изучают в параллелометре. Подготавливают модель для дублирования, для сего все ретенционные места у зубов заполняют мольдином. Модель в специальной разборной кювете заливают разогретой гидроколлоидной массой. После охлаждения массы из кюветы извлекают модель. В середине слепка устанавливается металлический полый конус, затем отливают модель из огнеупорной массы. От слепка отделяют гидроколлоидную массу.
Отлитую модель высушивают в муфельной печи при температуре 200 градусов. Закрепив модель в специальном растворе, производят моделировку из воска каркаса протеза. Устанавливают литники так, чтобы они образовывали конус.
Стенки кюветы обкладывают листовым асбестом. Кювету нагревают до 1200 градусов и заполняют расплавленным металлом. Из остывшей кюветы извлекают каркас, который шлифуют и полируют [3, 19].
ЗАКЛЮЧЕНИЕ
ПРИМЕНЕНИЕ ТЕОРЕТИЧЕСКИХ ЗНАНИЙ НА ПРАКТИКЕ
За время прохождения стажировки нами было проведено обследование и лечение больных с частичной вторичной адентией, которым были изготовлены бюгельные протезы. На лечение было принято 19 больных в возрасте от 38 до 67 лет. Из них 6 мужчин и 13 женщин.
Обследование больных проводилось по следующей схеме:
- Обследование больного.
- Подготовка полости рта.
- Обоснование диагноза.
- Обоснование плана лечения.
- Определение конструкции протез.
В каждом случае выполнялись следующие манипуляции:
- Препарирование опорных зубов.
- Получение оттисков.
- Отливка моделей из гипса или супергипса.
- Нанесение на модель чертежа каркаса и расположение опорно-удерживающих элементов.
- Определение центрального соотношения челюстей.
- Припасовка каркаса бюгельного протеза в полости рта.
- Проверка постановки искусственных зубов.
- Проверка конструкции протеза.
- Сдача протеза.
Решение вопроса о выборе конструкции протеза, типе и расположении кламмеров принималось в процессе клинического обследования полости рта больного и анализа диагностических моделей. Было изготовлено 19 бюгельных протезов, из них 7 на верхнюю челюсть и 12 на нижнюю.
У всех 14 человек фиксация осуществлялась с помощью опорно-удерживающих кламмеров (литые), а у 5 комбинацией удерживающих (гнутые) с опорно-удерживающими кламмерами (литые). Каркасы всех 19 протезов изготовлены методом отливки на огнеупорной модели.
Распределение пациентов по группам с учетом локализации дефекта проводили, исходя из классификации Кенеди.
1 класс. Данный тип дефекта встречался у 6 пациентов. У 4 больных протез опирается на зубы посредствам 2 кламмеров Аккера. А в 2 случаях в конструкцию был включен непрерывный оральный кламмер.
2 класс. При дефектах данного класса имелся односторонний концевой дефект. У 2 пациентов фиксация протеза осуществлялась при помощи кламмера Аккера, а у 2 — кламмера обратного заднего действия, у 1 — двойного трехплечного кламмера.
3 класс. У 4 пациентов были применены опорно-удерживающие кламмера в комбинации с удерживающими. Это было связано с наличием интактных зубов и невозможностью применения опорно-удерживающих кламмеров.
4 класс. С Данным типом дефекта на лечении находился 1 больной. В конструкции протеза был применен непрерывный кламмер. Для предотвращения вращательных движений непрерывный кламмер расположили на всех оставшихся зубах.
После планирования конструкции протеза приступали к подготовке полости рта для бюгельного протезирования. Для оценки состояния тканей периодонта проводилось рентгенологическое исследование.
Опорные зубы, имеющие дефекты, вызванные процессами кариозного и некариозного происхождения, покрывались коронками. В интактных зубах места для окклюзионных накладок получали путем углубления естественных фиссур с последующей реминерализующей терапией. В основном для изготовления бюгельных протезов слепки снимали альгинатными массами, с последующей отливкой их из супергипса.
Во второе посещение определяли центральную окклюзию. Особое внимание обращали на точную подгонку восковых валиков по высоте прикуса, плотности их прилегания друг к другу и альвеолярному отростку. После этого фиксировали в положении центральной окклюзии.
В третье посещение производили припасовку каркаса бюгельного протеза в полости рта. Обращали внимание на расположения дуги, насколько она отстаёт от слизистой оболочки, как располагаются опорно-удерживающие элементы.
В четвертое посещение проверяли расстановку зубов, форму и границы базисов.
В пятое посещение бюгельный протез сдавали пациенту, разъясняли, как правильно им пользоваться. По необходимости проводили коррекцию. Контрольные осмотры проводились в течение первых трех недель. Во время осмотров выяснялось, как себя чувствует пациент, имеются ли жалобы, дискомфорт, как происходит процесс адаптации. По необходимости производилась коррекция протеза.
Таким образом, в результате анализа данных клинического обследования пациентов после протезирования в течение месяца было выявлено, что:
У пациентов 1 группы наблюдался наибольший процент обращаемости (в среднем 38.65%). Жалобы больных были функционального (плохая фиксация при откусывании или пережевывании пищи, боль при разговоре и еде), фонетического и психологического характера. Особое внимание уделяли на болевой синдром, определяя характер боли, ее локализацию и степень. После проведения коррекции объем и частота жалоб уменьшалась. В 3-4 посещение у пациентов жалобы отсутствовали.
Во 2 группе также присутствовали жалобы функционального и фонетического характера. После 2-3 коррекций жалобы у пациентов исчезали.
В 3 группе жалобы функционального характера отсутствовали, но имелись фонетические и психологические на присутствие инородного тела. Но при большой протяженности дефекта присоединялись жалобы, связанные с перегрузкой опорных зубов, так как в большей степени давление передается на них, чем на слизистую оболочку.
В 4 группе пациент выделял жалобы фонетического и эстетического характера (видимость кламмеров). После проведенных коррекций и данных рекомендаций состояние улучшилось.
Сравнительные данные клинических наблюдений с литературными.
В основном наши клинические наблюдения совпадают с литературными данными.
Границы показаний при протезировании бюгельными протезами обуславливаются количеством и расположением зубов, особенностями прикуса, состоянием слизистой оболочки и альвеолярных отростков, локализацией дефектов в зубной дуге.
Вывод
Планирование конструкции бюгельного протеза заключается:
- в определении пути введения и выведения протеза;
- в разметке модели для нахождения наиболее удобного расположения клинического экватора на опорных зубах и соответствующего положения кламмеров;
- в определении положения дуги на небе и альвеолярном отростке нижней челюсти и других элементов протеза (многозвеньевые кламмеры, ответвления, отростки и др.).
Все это в целом позволяет нанести на модель чертеж каркаса будущего протеза.
При планировании фиксирующей системы съемного протеза преследуются две главные цели:
- создать надежное крепление протеза во время жевания и речи;
- обеспечить такое крепление протеза, при котором он оказывал бы наименьшее влияние на опорные зубы и слизистую оболочку, покрывающую беззубые альвеолярные отростки.
Особое значение в решении этих задач приобретает ясное представление о биомеханике съемного протеза, воздействии сил, смещающих протез: силы тяжести, жевательного давления и силы тяги.
Сила тяжести протеза на нижней челюсти нейтрализуется опорными зубами, альвеолярными отростками с покрывающей их слизистой оболочкой. В этом случае она способствует удержанию протеза на челюсти. На верхней же челюсти эта сила затрудняет крепление протеза и при определенных условиях нарушает его устойчивость. Особенно это выражено при двусторонних концевых дефектах, когда базис протеза, лишенный дистальной опоры, может отвисать или опрокидываться под действием силы тяжести.
Жевательное давление также способствует смещению протеза. Под действием клейкой пищи протез может отходить от протезного ложа как верхней, так и нижней челюсти. Это усиливает опрокидывающий момент, обусловленный тяжестью протеза. Его вращение происходит вокруг кламмерной линии. Под действием жевательного давления протез подвергается пространственному перемещению в трех плоскостях — вертикальной, сагиттальной и трансверзальной. В зависимости от выбранного способа фиксации смещение протеза может преобладать в какой-либо одной плоскости. Движение его в других плоскостях, как правило, менее выражено, но практически всегда имеет место. Это делает характер смещения протеза под действием жевательного давления настолько сложным, что требует детального рассмотрения при разных клинических условиях в зависимости от вида съемного протеза, метода его фиксации, величины и топографии дефектов зубного ряда, характера и величины атрофии беззубого альвеолярного отростка и т.д.
Таким образом, сохранение опорных зубов и предупреждение их функциональной перегрузки при кламмерной фиксации является важной проблемой. Один из способов ее решения — правильное расположение кламмерной линии.
Все опорно-удерживающие кламмеры, их элементы должны располагаться строго закономерно по отношению к клиническому экватору — наибольшему периметру зуба с учетом его наклона. Клинический экватор совпадает с анатомическим экватором только при строго вертикальном расположении продольной оси зуба. Обычно вследствие физиологического наклона зубов линия анатомического экватора не совпадает с клиническим. Если зуб наклонен орально, то линия клинического экватора на язычной стороне смещается к окклюзионной поверхности, а на вестибулярной — опускается к десневому краю.
Для правильного конструирования кламмеров важно определить общую клиническую экваторную линию зубного ряда, которая также называется клиническим экватором, протетичским экватором, высотой контура, направляющей линией, общей обзорной линией. Е.И. Гавриловым было дано название, ставшее общеупотребительным, — межевая линия (разграничительная).
Межевая линия разделяет поверхность зуба на опорную (окклюзионную) и удерживающую (ретенционную, гингивальную). Она не может называться экватором, т.к. не совпадает с ним и в отличие от него изменяет положение в связи с наклоном зуба: на стороне наклона она приближается к жевательной поверхности, а на противоположной — удаляется от нее. Межевая линия выявляется посредством параллелометрии и служит ориентиром для расположения частей плеча опорно-удерживающего кламмера.
При планировании конструкции бюгельного протеза большое значение имеет вид прикуса. Так, при глубоком, а также глубоком травмирующем прикусе в конструкцию протеза нельзя включать многозвеневой кламмер с шинирующими элементами, которые будут мешать смыканию зубов и сохранению привычной межальвеолярной высоты. У больных с таким прикусом необходимо выяснить возможности увеличения межальвеолярной высоты, и лишь после этого, при наличии показаний, может быть применена литая небная полоска, восстанавливающая режуще-бугорковый контакт.
Список литературы
- Пясецкий М.И. Протезирование бюгельными протезами. – Москва: Медицина, 1985.
- Соснин Г.П. Бюгельные протезы. – Минск: Наука и техника, 1981.
- Зубопротезная техника : учебник / под ред. М.М. Расулова, Т.И. Ибрагимова, И.Ю. Лебеденко. – М. : Мед. информ. агентство, 2005.
- Ортопедическая стоматология : учебник / Н.Г. Аболмасов, Н.Н. Аболмасов, В.А. Бычков, А. Аль-Хаким. – М. : МЕДпресс-информ, 2008.
- Перевезенцев А.П. Конструкции замковых креплений: теория и практика. – М. : ООО «Аладент», 2004.
- Шварц А.Д. Цельнолитые (бюгельные) протезы // Новое в стоматологии. – 2002. – Спец. вып.
- Щербаков В.А. Методики параллелометрии при изготовлении цельнолитых бюгельных протезов // Труды Волгоградского медицинского института 1971
- Соснин Г.П. Бюгельные протезы. Минск: Наука и техника, 1981
- Жулев Е.Н. Литые опорно-удерживающие кламмеры в частичных съемных протезах / / Стоматология, 1978
- «Новое в стоматологии» № 4 2003г
- «Маэстро стоматологии» № 2 2002г.
- «Новое в стоматологии» — М.- 1999. № 3
- Лазарев А., Гингер Т. Технология изготовления телескопических креплений // Зубной техник. М. 2002.
- Копейкин В.Н., Кнубовец Я.С., Курляндский В.Ю. и др. Зубопротезная техника. — М: Медицина, 1978.
- Пясецкий М.И. Протезирование бюгельными протезами. – Москва: Медицина, 1985.
- Гаврилов Е.B. Теория и клиника протезирования частичными съемными протезами. Издание 2-е. М.: Медицина, 1973
- Перегудов А.Б. Применение съемных зубных протезов с фрикционно-штифтовой телескопической системой фиксации 1999.
В этой статье:
- Что такое бюгельное протезирование
- 5 разновидностей бюгельных протезов по способу крепления
- Виды бюгельных протезов в зависимости от материала изготовления
- Преимущества бюгельного протезирования
- Кому подойдет бюгельное протезирование
- Противопоказания бюгельного протезирования
- Изготовление бюгельных протезов
- Правила ухода после процедуры бюгельного протезирования
- Ориентировочная стоимость бюгельного протезирования
Бюгельное протезирование – что это такое и чем оно отличается от обычного? На самом деле, такие протезы уже давно используются в стоматологической практике. Эта техника получила свое название от немецкого слова bugel, которое дословно переводится как «дуга».
Получается, что бюгельные протезы имеют металлическую или пластмассовую дугу, придающую им особую прочность.
Именно к бюгелю крепится имитирующий зубы материал, и такая конструкция позволяет существенно уменьшить толщину основы. А значит, бюгельные протезы легкие, но при этом прочные, и помогают добиться максимальной естественности. Кому же подойдет такой вид протезирования?
Что такое бюгельное протезирование
Бюгельные протезы – наиболее доступный вид протезирования. Методика этих съемных аппаратов впервые была разработана немецкими специалистами. Модель представляет собой специальную металлическую дугу, к которой крепятся искусственные зубы.

Элементы конструкции бюгельного протеза:
- металлическая (иногда пластиковая) дуга;
- базис, имитирующий десну;
- искусственные зубы, прикрепленные к базису;
- фиксирующие элементы (крючки, замочки или коронки).
7 критических ошибок,
которые приводят
к потере зубов
Проблемы с зубами могут привести к серьезным последствиям, например нарушить работу внутренних органов.
Поэтому не стоит откладывать лечение зубов в долгий ящик! Чтобы зубы были красивыми и здоровыми,
придется приложить усилия и потратить время, но результат того стоит!
Начать можно с изучения бесплатной подборки материалов, которую подготовили специалисты нашей клиники для
спасения ваших зубов от разрушения:
Не мечтайте, а действуйте: сохраните свои зубы здоровыми, порадуйте себя и окружающих привлекательной
улыбкой! Успейте скачать подборку материалов бесплатно, скоро мы уберем ее из открытого доступа:
Уже скачали 12 381

Бюгельные протезы можно устанавливать на обе челюсти. Распределение жевательной нагрузки происходит примерно так же, как у мостовидных и пластинчатых съемных моделей. Различная конструкция бюгеля позволяет в качестве опоры использовать:
- естественные зубы (или установленные импланты);
- альвеолярные отростки;
- поверхность челюсти;
- мягкое нёбо.

Жевательное давление на слизистые ткани и точки опоры в основном распределяется через пластиковый базис и замочные системы. Но есть модели, распределяющие нагрузку более широко – одновременно на металлический каркас, опорные зубы и десну. Это более щадящий вариант для живых тканей полости рта.
5 разновидностей бюгельных протезов по способу крепления
Полностью съемные протезы фиксируются во рту за счет присасывания к десне или приклеивания специальными составами. В отличие от них, бюгельные устанавливаются с помощью разных видов креплений.
На кламмерах
Кламмерный бюгель крепится к опорным зубам в области шейки с помощью металлических крючков. Важно, чтобы опорные зубы в нижней части не были разрушены или поражены кариесом. Но такой протез малоэстетичен – при улыбке крючки будут видны.
По цене такой бюгельный протез относится к наиболее бюджетным.
На замках, или аттачменах
Бюгельный протез на аттачменах сборный, он состоит из двух частей. Одна крепится на подготовленные обточенные зубы в точках опоры, вторая – на сам протез с помощью замочков.
Такой вид крепления делает замковый бюгельный протез практически неподвижным, что положительно сказывается на состоянии полости рта. Жевательная нагрузка равномерно распределяется на опорные зубы и слизистую альвеолярного отростка.
Для вас подарок! В свободном доступе до
26.06
3 ошибки в уходе за зубами, которые портят всё

Из-за этих ошибок зубы начинают разрушаться на 12 лет раньше
На телескопических коронках
При установке этой бюгельной конструкции опорные зубы сначала закрывают несъемными металлическими коронками, а затем вставляют в протез керамические коронки. Этот вид бюгельных протезов самый дорогой, но и наиболее эстетичный внешне.
Шинирующие бюгельные протезы
Рекомендуются пациентам с заболеваниями пародонта и слабыми деснами. От основной дуги отходят ответвления, которые как бы охватывают основание коронки каждого опорного зуба, что обеспечивает дополнительную фиксацию и защищает зубы от дальнейшего расшатывания и выпадения.

Жевательная нагрузка на десны также уменьшается.
Квадротти
Протезы из пластика с керамическими коронками и мягкими крючками для крепления к опорным зубам. Одна из разновидностей кламмерных конструкций.
Виды бюгельных протезов в зависимости от материала изготовления
Помимо способов крепления, бюгели разделяют по типу материала изготовления:
- Металлические. Самые распространенные и бюджетные. Сюда можно отнести и телескопические бюгельные протезы, изготовленные целиком на металлической основе.
- Неметаллические. Такие конструкции устанавливаются только пациентам с аллергией на сплавы металлов и стоят дорого.
- Пластиковые. Каркасная дуга изготавливается из ацеталового пластика, имеющего телесно-розовый цвет. Преимущество конструкции – небольшой вес.
- Металлокерамические. Искусственные зубы в таких протезах делают из керамики.
Преимущества бюгельного протезирования
Кому подходит бюгельное протезирование зубов? У протезов есть ряд особенностей, которые делают их наиболее предпочтительными для большинства пациентов:
- небольшой вес и хорошее эстетическое восприятие (по большей части окружающие не могут отличить протез от натуральных зубов);
- минимальное влияние на дикцию и распознавание вкуса;
- доступная стоимость (в сравнении с несъемными аналогами);
- приличный срок службы (в зависимости от модели и ухода) – 5-10 лет;
- не требуют особенного ухода (легко очистить с помощью специальных средств);
- круглосуточное использование при отсутствии раздражений в ротовой полости, снимать можно только для чистки;
- профессиональный гигиенический уход требуется не чаще 2-3 раз в месяц (посещение стоматологического кабинета);
- конструкция стабильна, не деформируется на протяжении всего срока службы (если соблюдать правила использования);
- позволяет подобрать цвет искусственных зубов в тон здоровых, что делает протез еще более незаметным.

Бюгельный аппарат станет настоящим спасением для тех пациентов, у которых нет для его установки никаких противопоказаний. Но окончательное решение по выбору типа протеза и его установке принимает стоматолог-ортопед.
Кому подойдет бюгельное протезирование
Бюгельные аппараты рекомендуют обычно тем людям, у которых нет возможности установить протезы на имплантатах, но в ряду остались зубы, подходящие в качестве опорных для закрепления конструкции. С помощью частичных протезов можно восстановить один зуб или заменить несколько с концевыми дефектами.
Пациентам с пародонтитом или пародонтозом рекомендуют ставить шинирующий бюгельный протез. Конструкция поддерживает с внутренней стороны пораженные зубы, замещает те, что уже выпали, не дает развиться адентии и продлевает жизнь оставшейся части зубного ряда.
Противопоказания бюгельного протезирования
Нельзя устанавливать бюгельные протезы, если для этого есть хотя бы одно противопоказание:
- заболевания полости рта в стадии обострения;
- повышенная стираемость зубов;
- болезни, разрушающие костную ткань;
- опорные зубы с низкой коронковой частью или их отсутствие;
- глубокий прикус;
- хронические неврологические и психические заболевания;
- короткая уздечка языка;
- неглубокое дно ротовой полости;
- аллергическая реакция на металл или другие материалы, используемые в конструкции.
Изготовление бюгельных протезов
Бюгельный протез – сложная ортопедическая конструкция, изготовить которую могут только профессиональные зубные техники, умеющие выполнять столь кропотливую работу.

Если стоматолог предупредил вас, что протез будет готов не раньше, чем через 2-4 недели, то это нормальный срок для того, чтобы все сделать правильно и точно.
- С челюсти пациента снимается слепок, по которому затем отливается прототип. Для этого обычно используют мраморный гипс – с ним удобно работать, и он не разрушается при дальнейших действиях с прототипом.
- На изготовленную модель челюсти наносятся очертания каркаса.
- Изготавливается модель каркаса и сам протез.
- Отливается каркас, после чего его шлифуют и полируют.
- Осуществляется припасовывание каркаса на протез.
- При помощи воска моделируются (подбираются) искусственные зубы. Обязательно учитываются размер, форма и место установки.
- Пациент проходит примерку временного варианта протеза. Если есть какие-то жалобы на дискомфорт, боль, то модель сразу же корректируется.
- После всех изменений восковые зубы заменяют на пластмассовые.
- Осуществляется завершающая (финишная) обработка.

Многое зависит от профессионализма стоматолога-ортопеда и специалиста зуботехнической лаборатории – насколько качественным и удобным будет протез при носке. К выбору стоматологической клиники надо подходить очень серьезно и обращаться только к тем врачам, которым вы полностью доверяете.
Правила ухода после процедуры бюгельного протезирования
Привыкать к бюгельному протезу придется несколько дней. Он повлияет на произношение, надо будет учиться разговаривать заново и делать специальные упражнения по устранению дефектов речи. Пережевывать пищу поначалу тоже будет некомфортно.
Придется исключить из рациона очень твердую и слишком вязкую пищу (сладости), а ежедневный рацион делить на маленькие порции. Постарайтесь не снимать протез на ночь, чтобы быстрее к нему привыкнуть.

Два раза в сутки вместе с традиционной чисткой зубов необходимо снимать бюгельный протез, бережно очищать его специальными средствами, а затем промывать в антибактериальном растворе.
Бюгельный протез следует хранить в закрытом контейнере без воды. Некоторым конструкциям, например, квадротти, требуется особый уход, иначе они теряют внешний вид, выгорают и некрасиво смотрятся на зубах.
Если бюгельный протез вдруг сломался, то надо обратиться в ту клинику, где работает зуботехническая лаборатория. В зависимости от сложности конструкции на ремонт может уйти от нескольких часов до 2-х дней. Если протез сломался в течение гарантийного срока (обычно это год), то ремонт протеза должны провести бесплатно.
Ориентировочная стоимость бюгельного протезирования
В стоимость протеза входит многое: стоимость материала изготовления, оплата работы зубного техника, способ крепления бюгеля к опорным зубам. Так что нейлоновый протез квадротти на одну челюсть по цене сравним с кламмерными бюгельными протезами – от 45 тысяч рублей и выше. Конструкции на замках стоят немного дороже – от 35 до 80 тысяч рублей.

Протезы на телескопических коронках обойдутся клиенту от 100 до 200 тысяч рублей, а, возможно, и больше. Это самые дорогие бюгельные конструкции. Если протез ставится на имплантаты, то его цена составит от 90 до 220 тысяч рублей. Окончательная стоимость зависит от количества установленных имплантатов.
Бюгельное протезирование зубов – ответственное и дорогостоящее лечение, поэтому для установки протеза выбирайте надежную клинику с квалифицированными специалистами.
Бюгельный протез может стать хорошей альтернативой имплантации в силу менее травмирующей ротовую полость процедуры установки. Широкий выбор конструкций позволяет найти наиболее бюджетный вариант для восстановления зубного ряда, что актуально в период экономических потрясений.
Бюгель выручает в тех случаях, когда несъемное протезирование невозможно или сильно затруднено в силу индивидуальных особенностей пациента. Бюгельные протезы отлично дополняют зубной ряд, их несложно отремонтировать в случае повреждения. Если обеспечить им качественный уход, то бюгельные конструкции могут прослужить более 10 лет.
Табл. №1. Дефекты
отлитых металлических деталей
|
Вид дефекта |
Характерные |
Причины |
|
Усадочные раковины |
Пористая, неровная |
1. Отсутствие или 2. |
|
Усадочные раковины |
Углубления |
Недостаточное |
|
Газовые раковины |
Углубления |
Выделение паров |
|
Недолив – неполное |
В участках |
1. Малый диаметр 2. 3. 4. 5. |
|
Холодный спай |
На поверхности |
Заливка двух |
|
Прибыли |
Выступы округлой |
|
|
Шлаковые раковины |
Неправильной |
Перегрев металла |
7. Материаловедение
а) Основные
материалы — сплавы металлов, применяемые
для литья деталей зубных протезов
1) Сплавы золота
Чистое золото —
мягкий металл. Для повышения упругости
и твердости сплавов золота в их состав
добавляют так называемые лигатурные
металлы — медь, серебро, платина.
Сплавы золота различаются по проценту
его содержания. Чистое золото в
метрической пробирной системе обозначается
1000-й пробой. Высшая проба в ней
соответствовала 96 золотникам. Известна
также английская каратная система, в
которой высшей пробой золота являются
24 карата. Температура плавления чистого
золота — 1064ºС. Температура плавления
сплава золота 750-й пробы — 900ºС, сплава
золота 900-й пробы — 930ºС. Усадка сплавов
золота и серебра – 1,25%. У сплавов золота
с платиной несколько меньшая ≈ 1%.
Сплав золота
750 пробы (75%
золота, 16,66% меди и 8,34% серебра) –
применяется для изготовления кламмеров,
вкладок, полукоронок.
Сплав золота
750 пробы (75%
золота, 8% меди и 5% серебра, 9% платины) —
для изготовления
каркасов бюгельных протезов, кламмеров,
вкладок. Слав обладает высокой упругостью
и малой усадкой при литье. Эти качества
приобретаются за счет добавления платины
и увеличения количества меди.
Сплав золота
900 пробы
(91% золота, 4,5% меди, 4,5% серебра) — для
изготовления промежуточных частей
мостовидных протезов, литых коронок.
Суперпал
(«Паладент»,
Россия) – сплав из драгоценных металлов
(палладия — 60%, золота — 10%, легирующие
добавки), обладает высокой прочностью,
биосовместимостью, адаптирован к широкой
гамме керамических покрытий – для
изготовления коронок и мостовидных
протезов (цельнолитых и каркасов
металлокерамических коронок).
Biocclus
Kiss
(DeguDent,
Германия) — золото-платиновый сплав для
металлокерамических протезов (Au
– 81,6%, Pt
— 16,0%, In
— 0,5%, Zn
— 1,4%, Ir
— 0,1%, Nb
— 0,4%).
Касдент
(«Супер-ЛБ», Россия)
– первый отечественный сплав для
бюгельных протезов на основе золота и
платины (Au
– 72%, Ag
— 11%, Pt
— 5%, а также ряд легирующих добавок –
Cu,
Zn,
Ir),
ISO
1562. Бюгельные съемные зубные протезы,
изготовленные методом литья по
выплавляемым моделям из данного сплава,
имеют необходимую жесткость, малую
стираемость и не деформируются в области
опорно-удерживающих кламмеров.
Плагодент
(«Супер-КМ», Россия)
– предназначен для изготовления
цельнолитых коронок и мостовидных
протезов, а также комбинированных с
керамическим и полимерным покрытием
(98% золота, платины, палладия).
Соседние файлы в предмете Материаловедение
- #
- #
- #
- #
- #
- #
- #
- #
- #
Подборка по базе: 3 ошибки, из-за которых тебя отправят служить.pdf, Вспомогательные вещества в изготовлении и производстве детских л, Реферат Ассортимент кремов при изготовлении и украшении мучных к, 27.06 ГО Опасности, возникающие при ведение воен. действий.pdf, Рыба Акт об изготовлении макетов.docx, ГРАММАТИЧЕСКИЕ ОШИБКИ, РЯ, 10 кл..docx, Основные моменты и часто возникающие вопросы при сертификации — , Сплавы используемые при изготовлении бюгельных протезов.pptx, Перечислите 6 заболеваний, их причины, возникающие при работе з, Тема 3.1.Безопасность труда при изготовлении растворов электроли
Министерство здравоохранения Ростовской области
Государственное бюджетное профессиональное
образовательное учреждение Ростовской области
«Ростовский базовый медицинский колледж»
ОШИБКИ, ВОЗНИКАЮЩИЕ РИ ИЗГОТОВЛЕНИИ НЕСЪЕМНЫХ КОНСТРУКЦИЙ
КУРСОВАЯ РАБОТА
Специальность: 31.02.05
Стоматология ортопедическая
ПМ. 02 Изготовление несъемных протезов
Работу выполнил:
Юрченко
Владимир
Александрович
Руководитель:
Гордадзе
Лариса
Николаевна
2022 г.
СОДЕРЖАНИЕ
Стр.
ВВЕДЕНИЕ
ГЛАВА 1. НЕСЪЕМНЫЕ ЗУБНЫЕ ПРОТЕЗЫ
- Характеристика и виды несъемных протезов………………………………………….4
- Достоинства и недостатки несъемных протезов…………….………………9
ГЛАВА 2. ОШИБКИ, ВОЗНИКАЮЩИЕ ПРИ ИЗГОТОВЛЕНИИ НЕСЪЕМНЫХ КОНСТРУККЦИЙ
- Ошибки, возникающие при изготовлении пластмассовых коронок..…………………………………………..…………………………………10
- Ошибки, возникающие при изготовлении штампованных коронок…….11
- Ошибки, возникающие при изготовлении коронок по Белкину…………12
- Ошибки, возникающие при изготовлении металлокомпозитных коронок………………………………………………………………………………13
- Ошибки, возникающие при изготовлении металлокерамических коронок………………………………………………………………………………14
- Ошбки, возникающие при изготовлении безметалловых конструкций…15
ЗАКЛЮЧЕНИЕ
СПИСОК ЛИТЕРАТУРЫ
ПРИЛОЖЕНИЯ:
Приложение.1Несъемные зубные протезы
3
ВВЕДЕНИЕ
Отсутствие зубов плохо отражается на жевательном процессе, также отсутствие зубов может привести к западанию губ, эстетически некрасивой улыбке, отсутствие жевательных зубов приводит к изменению линии щек, мягкие ткани остаются без поддержки, меняются пропорции лица, уголки рта провисают вниз и появляются носогубные складки. Чаще всего данная проблема затрагивает пациентов среднего и пожилого возраста. В настоящее время отличным решением этой проблемы будет установка несъемного протеза. Этот вид протезирования является одним из самых популярных и востребованных у пациентов, которые используются для реставрации сильно разрушенных или потерянных зубов, как при традиционном протезировании, так и при проведении имплантации. Плюсами таких конструкций является: небольшое количество противопоказаний к установке, сохранение естественного и привлекательного вида, хороший срок службы до лет. Пациенты быстро к ним привыкают и не отмечают ухудшения качества жизни. Восстанавливать можно один, сразу несколько зубов и даже весь зубной ряд.
Цель работы
Изучить ошибки, возникающие при изготовлении несъемных конструкций.
Задачи работы
- Проанализировать особенности, показания и противопоказания к применению несъемных протезов;
- Раскрыть достоинства и недостатки несъемных протезов;
4
ГЛАВА 1. НЕСЪЕМНЫЫЕ ЗУБНЫЕ ПРОТЕЗЫ
- Характеристика и виды несъемных протезов
Несъемное протезирование – это установка зубных протезов, которые пациент не сможет снять сам без вмешательства стоматолога. В ряде случаев такой метод является единственно возможным способом восстановления зубного ряда, утерянного в результате болезни или травмы. В современной медицинской практике такой тип протезов считается наиболее надёжным, долговечным, и не требующим особых условий использования и ухода.
Причин, по которым пациентам назначаются именно несъемные протезы зубов, много.
К наиболее распространённым показаниям относятся:
- Полное отсутствие одного или нескольких зубов в ряду;
- Кариозные повреждения более 60% площади дентина;
- Любые травмы, которые привели (или приведут) к удалению зуба;
- Повышенные показатели стираемости;
- Клиновидный дефект;
- Врождённые аномалии развития зубов.
Противопоказания делятся на две большие группы. Как таковых абсолютных запретов нет – все они связаны с особыми периодами или заболеваниями, после излечения или стадии ремиссии можно приступать к установке протезов.
Общие противопоказания это:
- Беременность и период лактации;
- Прохождения курса кортикостероидов или психотропных препаратов;
- Злокачественные опухоли и реабилитация после лучевой терапии;
- Наркотическая зависимость;
- Симптомы начальной стадии кахексии и анорексии;
- Частичная или полная несвертываемость крови.
5
Под местными противопоказаниями подразумевают такие процессы или нарушения работы организма, как:
- Воспаления мягких тканей полости рта;
- Заболевания височно-нижнечелюстного сустава;
- Недостаточный объём костной ткани в челюсти;
- Патологический прикус;
- Обилие пломб, мешающих установке протеза;
- Предрасположенность к излишней подвижности зубов;
- Труднопроходимые корневые каналы.
С этой группой бороться можно уже в рамках стоматологических процедур и предварительного лечения. Сроки и сложность может определить только лечащий врач.
Несъемное протезирование, предполагает наличие технологической возможности для разработки, изготовления и установки разных протезов. Отличаться они будут формой, способом крепежа и использованными материалами. Все три пункта влияют не только на сроки работы, но и на приживаемость, долговечность и, разумеется, цену.
Виды несъемных протезов:
Пластмассовая коронка
Существуют временные и постоянные коронки из пластмассы (См. Приложение.1 Рис.1). Чаще их используют в качестве временной конструкции и изготавливают из материала, который обладает хорошей пластичностью. Пока коронки выполняют функции утраченных зубов, и постоянные конструкции находятся в процессе изготовления, пациент при этом не испытывает никакого дискомфорта, кроме того:
- исключается смещение зубов, находящихся по соседству, в сторону пространства отсутствующего зуба;
6
- не происходит зарастание лунки, которая сформирована под изготовляемую конструкцию, то есть имплантат, предназначенный для постоянного ношения;
- коронки позволяют сохранить жевательную функцию;
- у пациента предупреждается нарушение речи и четкости дикции.
В некоторых случаях искусственная коронка из пластмассы – это конструкция, предназначенная для постоянного ношения, возмещающая потерянный зуб. Устанавливается они пациентам, не имеющим материальную возможность сделать выбор в пользу конструкций лучших по качеству. В любом случае пластиковые коронки (несмотря на непродолжительный срок эксплуатации, до 2-3 лет) лучше, чем отсутствие зубов.
Штампованная коронка
Штампованные коронки зуба – (См. Приложение.1 Рис.2) старейшие в семействе одиночных протезов из металла. Долгое время штамповка была единственным методом изготовления ортопедических систем. Сегодня такие конструкции можно уверенно назвать пережитком прошлого. Конструктивно они не отличаются от аналогичных протезов, выполнены в форме стального колпачка, толщиной 0,2-0,3 мм, который фиксируют на подготовленную зубную единицу. Изготовление штампованных коронок не предусматривает сложной технологии. Протезы создаются вручную, из цилиндрической формы металлических колпачков – фабричных заготовок, гильз. В зуботехнической лаборатории есть стальные гильзы разного диаметра и толщины. Техник подбирает подходящую по диаметру заготовку, приступает к штамповке коронки. Обычно протезные конструкции имеют серый или золотистый цвет (зависит от материала).
Коронки по Белкину
Представляют собой металлические коронки с пластмассовой облицовкой (См. Приложение.1 Рис.3). Такое сочетание материалов повышает прочность протеза с сохранением его легкости и высокой эстетичности, но так же эти
7
конструкции имеют все недостатки металлических и пластмассовых коронок. Металлопластмассовые коронки могут прослужить до трех лет, а при тщательном уходе максимальный срок их эксплуатации может увеличиваться до 5 лет. При изготовлении металлопластмассовых коронок ее облицовывают пластмассой с наружной, вестибулярной стороны. Они хорошо моделируются и полируются, однако не обладают достаточной механической стойкостью при длительной нагрузке в полости рта. Эстетические свойства таких коронок незначительны, довольно часто возникает кариес на границе между ободком коронки и сошлифованными аппроксимальными поверхностями.
Металокомпозитные коронки и мосты
Металлокомпозитные зубные протезы – второй по популярности вид (См. Приложение.1 Рис.4) комбинированных коронок, применяемых сегодня в ортодонтии. По прочности и долговечности после установки такие коронки немного проигрывают ближайшему аналогу (металлокерамике). Что до стоимости использования металлокомпозитных материалов, то они представлены в куда более широком диапазоне, чем металлокерамические коронки.
Это связано с большим выбором применяемых в изготовлении коронок составов. Так, по конструкции и методу установки все металлокомпозитные протезы идентичны.
Они выполнены из:
- металлосплава;
- композит-напыления.
В качестве каркаса металлокомпозитных изделий чаще применяются хромокобальтовые сплавы. Хотя возможны и другие варианты (они удорожают установку). В роли композита коронок может использоваться стекло (акриловые металлокомпозитные конструкции), керамика или кремниевые составы.
8
Мостовидный протез – представляет собой конструкцию из 3-4 коронок, не разделённых между собой, и закрепляемых между соседними живыми зубами. Это достаточно эффективное решение частичной утраты зубного ряда с минимальным вторжением в костные ткани. Среди объективных преимуществ такого метода стоматологи называют:
- Равномерное распределение жевательной нагрузки вдоль «моста».
- Укрепление здоровых зубов, предотвращение их расшатывания, в том числе и по возрастным причинам.
- Эффективная маскировка эстетических недостатков.
Ставятся мостовидные аппараты, как на жевательные зубы, так и на зону улыбки.
Металлокерамические коронки и мосты
Металлокерамическая коронка представляет собой колпачок, покрывающий обточенный зуб и имеющий цвет и форму, близкие к натуральным (См. Приложение.1 Рис.5). В основе металлический сплав, безопасный и прочный, покрытый слоем керамики. Такие коронки используются в имплантологии и ортопедии. При соблюдении правил ухода срок службы металлокерамических коронок — 10-12 лет. Это надежное и долговечное решение при потере зубов.
Крепится коронка на цементном растворе к опорному зубу. При сильном разрушении сначала устанавливается специальная культевая вкладка из металлического сплава. Металлокерамическая коронка может также устанавливаться на импланты или являться частью мостовидного протеза. В любом случае металлокерамику можно назвать отличным вариантом восстановления зубов в жевательной зоне.
Виниры и люминиры
Если встаёт необходимость в реставрации передних зубов и зоны улыбки, то на помощь приходят несъёмные накладки – виниры (См. Приложение.1 Рис.6). Изготавливают их из композитных материалов или керамики, цвет практически полностью совпадает с естественной эмалью на соседних зубах, а любой
9
физический недостаток, включая искривления, надёжно прикрывается. Виниры называют современной методикой реставрации, которая позволяет придать зубам привлекательный вид без удаления.
- Достоинства и недостатки несъемных протезов
Преимущества несъемного протезирования
Несъемные ортопедические конструкции обладают рядом достоинств. Перечислим основные из них:
- Надежная фиксация в ротовой полости.
- Длительный срок службы.
- Простота ухода.
- Высокие эстетические свойства.
- Профилактика атрофии костной ткани челюстей (путем оптимального распределения жевательной нагрузки)
Следует заметить, что высокий профессионализм стоматологов-ортопедов позволяет провести установку несъемных протезов максимально качественно, не причиняя пациенту неприятных или болезненных ощущений.
К сожалению, несъемные зубные протезы имеют некоторые недостатки, среди которых:
- Необходимость обточки опорных зубов;
- Зачастую более высокая стоимость в сравнении со съемными протезами;
- Наличие противопоказаний.
10
ГЛАВА 2. ТЕХНЛОГИЯ ИЗГОТОВЛЕНИЯ ПРОТЕЗОВ ПРИ ВЫРАЖЕННЫХ КОСТНЫХ ВЫЫСТУПАХ
- Ошибки возникающие при изготовлении пластмассовых коронок
Существуют рад ошибок при изготовлении несъемных протезов на фронтальную группу зубов, они могут возникнуть как по вине врача, так и по вине зубного техника.
Ошибки, возникающие при изготовлении пластмассовых коронок:
- Маленький объем моделировки — пластмассовая коронка должна быть изготовлена чуть больше по объему на последующую обработку и полировку, если техник изготовил коронку меньшего объема, то между зубами, не будет контактных пунктов, это приведет к задержке пищи при изготовленной коронке недостаточного объема, ее следует переделать;
- Нарушение режима полимеризации — если зубной техник поместил кювету в горячую воду, нарушается режим полимеризации, образуется газовая пористость;
- Несоответствие цвету — врач определял цвет зубов при искусственном освещении;
- Не проведение аллергических проб — если у пациента аллергия на пластмассу и перед тем как устанавливать пластмассовые коронки пациенту не были проведены аллергические пробы, у него начнет проявляться реакция на пластмассу;
2.2. Ошибки при изготовлении штампованных коронок:
- Широкая коронка — может получиться, если при моделировке воск оказался на клинической шейки зуба, так же если неправильно вырезали и оформили гипсовый штампик, широкая коронка вызывает травму круговой связки зуба или десенного края, при широкой коронке после ее снятия в участке, на деснах появляется линия покраснения, поскольку после ишемии от вдавливания сосудов наступает их резкое расширение, точность охватывания
11
краем коронки шейки зуба можно проверить, зафиксировав ее на воск, если техник изготовил широкую коронку, она подлежит безусловной переделке;
- Узкая коронка — может оказаться из-за излишней обработки штампов напильниками, узкая коронка не установится на зуб, если она заужена только в области края (шейки), коронку «разбивают», постукивая молоточком по краю, уложенному на зуботехническую наковальню;
- Длинные коронки — могут получиться из-за неправильной (углубленной) гравировки, черчения шеек твердым карандашом, небрежного подрезания коронки, если коронка длинная, то после ее снятия обязательно возникает незначительное кровотечение, такие протезы укорачиваются при примерке;
- Короткие коронки — получаются из-за нечетких отпечатков шеек зубов, небрежного подрезания и неаккуратной полировки коронок, с течением времени под коронку попадает слюна, что приводит к расцементировке коронки, протез подлежит переделке;
- Тонкими коронки — оказываются из-за длительных частых отжигов, удлинения времени отбеливания, злоупотребления шлифовкой на резиновом эластичном диске, последнее действие особенно опасно, т.к. истончаются в первую очередь углы и грани, что чревато скорым появлением отверстий в коронке.
- Ошибки при изготовлении коронки по Белкину
- Плохое соединение пластмассы и металла — это может возникнуть из-за того, что зубной техник не сделал насечки с аппроксимальных сторон коронки, для лучшего соединения пластмассы с металлом, необходимо переделать коронку;
- Просвечиваемость металлического каркаса — может возникнуть из-за того, что на каркас не был нанесен покрывной лак или толщина облицовки недостаточная, необходимо переделать коронку;
12
- Недостаточный объем препарирования зуба-врач при препаровке должен снимать несколько больше ткани с вестибулярной стороны зуба, это может вызвать нарушение эстетических качеств коронки;
- Сколы пластмассы — возникают из-за того, что облицовка не связывается адгезивно с дентином отпрепарированного зуба, т.е. соединяется с каркасом механически, в связи с этим конструкция приобретает дополнительную хрупкость, межокклюзионные контакты приходятся на место соединения облицовки с металлом, коронку в таких случаях, стоит переделать.
- Возникновение травматического пульпита — при препарировании зуба, так как с вестибулярной стороны стачивается большой слой тканей и если врач после препарирования зубов и перед фиксацией коронок не проверяет состояние пульпы, это приводит к прогрессированию травматического пульпита, острая фаза которого может развиться после фиксации несъемного протеза.
- Ошибки изготовления металокомпозитных коронок и мостов
- Просвечивание металла, через облицовочный слой — это происходит из-за того, что зубной техник не нанес достаточный слой опака на отлитый каркас коронки, это нарушает эстетические качества коронки, протез следует переделать;
- Плохое соединение металла и композита — происходит из-за того, что техник не нанес ретенционные шарики на отмоделированный каркас коронки, данный протез подлежит переделке;
- Сколы и истирание композитного слоя — происходят из-за того, что место контакта с зубами антагонистами приходится на место соединение облицовки и металла, при моделировке каркаса необходимо проверять, чтобы место смыкания с зубами антагонистами приходилось на металлический каркас, коронку имеющую скол можно починить или переделать.
13
- Большой объем промежуточной части протеза — промежуточную часть необходимо делать уже опорных коронок, при большом объеме она будет перегружать пародонт, что может привести к выпадению опорных зубов;
- Деформация промежуточной части — отмоделированную промежуточную часть с опорными коронками, необходимо соединить воском непосредственно перед литьем, т.к. каркас может деформироваться и нарушиться контакт с зубами антагонистами, либо же протез будет выходить из зубной дуги, в таких случаях протез необходимо переделать;
- Просвечивание металла, через облицовочный слой — это происходит из-за того, что зубной техник не нанес достаточный слой опака на отлитый каркас коронки, это нарушает эстетические качества коронки, протез следует переделать;
- Плохое соединение металла с облицовочным слоем — происходит из-за того, что техник не нанес ретенционные шарики на опорные коронки и не установил восковую петлю на место, где находится промежуточная часть, данный протез подлежит переделке;
- Сколы и истирание композитного слоя — происходят из-за того, что место контакта с зубами антагонистами приходится на место соединение облицовки и металла, при моделировке каркаса необходимо проверять, чтобы место смыкания с зубами антагонистами приходилось на металлический каркас, коронку имеющую скол можно починить или переделать.
2.5 Ошибки при изготовлении металлокерамической коронки и моста
1. Недопустимо использование при получении двухслойных оттисков, некачественных и не соответствующих назначению материалов, не правильным
является комбинирование различных материалов.
2. Нельзя заливать оттиск запустившим гипсом, это ведёт к образованию пор и пустот. Сдавливание в пришеечной зоне увеличит объем культе. применять только высококачественный гипс.
14
3. Для исключения деформации восковой композиции и компенсации усадки сплава, при литье каркаса на комбинированным модели, нужно проводить двух кратное нанесение компенсационного лака (Приложение.4 Рис.1).
4. Если толщина каркаса колпачка меньше 0.3-0,4мм, он может потерять жёсткость.
5. Промежуточная часть должна свободно сниматься и накладываться. При обработке нельзя применять карбид кремния, так как он способен внедряться в сплав и уменьшить проникновение керамической массы в поверхностный слой сплава. При подборки металла для литья нужно помнить, что коэффициент термического расширения колпачка должен совпадать или быть равен КТР керамики.
6. Каркас не должен иметь острые углы края, это может привести к сколам и трещинам. Обрабатывать правильно, без нажима, чтобы не образовались трещины и неровности.
При изготовлении колпачков, промежуточной части и их обработке:
1. Каркас следует обрабатывать пескоструйным аппаратом, что увеличивает площадь сцепление с керамикой.
2. После дегазации также требуется обработка пескоструйным аппаратом, чтобы исключить грязь и жир. Впоследствии обработка данным аппаратом требуется перед каждым нанесением слоя керамики.
3. При избыточном нанесении слоя грунта коронка получится шире. Опаковый слой наносится равномерно без пропусков для предупреждения образования воздушных пробок (Приложение.4 Рис. 2).
4. Встреча слоев керамики металла должна быть плотно покрыта, при этом,
покрывая нужно контролировать влажность покрытия. При нанесении и обработки масс необходимо соблюдать рекомендации производителя.
При изготовлении мостовидного протеза:
- Просвечивание металлического каркаса — может возникнуть из-за тонкого слоя опака;
15
- Деформация промежуточной части — отмоделированную промежуточную часть с опорными коронками, необходимо соединить воском непосредственно перед литьем, т.к. каркас может деформироваться и нарушиться контакт с зубами антагонистами, либо же протез будет выходить из зубной дуги, в таких случаях протез необходимо переделать;
- Несоответствие формы протезов анатомической форме зубов — может быть следствием моделирования без учета зубов-антагонистов, вне прикуса, без артикулятора или при неправильной загипсовке в артикулятор и встречается, как правило, при восстановлении фронтального участка у больных с аномалийным прикусом;
- Завышение прикуса при установке мостовидного протеза — является следствием невыверенности окклюзионных контактов между зубами антагонистами, в таких случаях с окклюззионной поверхности сошлифовывают слой керамики добиваясь окклюзионного контакта, но неравномерный и слишком тонкий слой керамики приведет к ее сколу;
- Слишком тонкий каркас промежуточной части — может привести к сколу керамики, в таких случаях протез необходимо переделать;
- Нарушение температурного режима обжига керамики — приводит к сколу керамического покрытия, протез следует переделать;
- Неподтверждение керамики металлом — слишком толстый слой керамического покрытия и его неравномерность, могут привести к сколу керамики.
- Ошибки при изготовлении штампованно-паянного моста
- Смещение опорных коронок — это может произойти при склеивании частей мостовидного протеза липким воском или в процессе паяния, протез в этом случае распаивается и спаивается заново, при необходимости коронки переделываются;
16
- Не соблюдение правил гипсовки— если коронки не заполнить гипсом, это приводит к прогоранию коронок в процессе пайки, такие протезы нуждаются в переделке;
- Большое количество припоя в местах спайки протеза — припой, с помощью которого соединяются части штампованно-паянных протезов, состоит из смеси металлов, находясь в полости рта, припой окисляется, продукты окисления могут привести к различным заболеваниям желудочно-кишечного тракта, вследствии этого, количество припоя на месте спайки должно быть сведено к минимуму;
- Появление гальванизма у пациентов — поскольку штампованно-паяные мостовидные протезы состоят из разнородных металлов и со временем место пайки окисляется, это способствует появлению между ними гальванического тока, у человека появляется привкус металла во рту, что отрицательно сказывается на самочувствие пациента, у него возникают головные боли, аллергическая реакция, общее ухудшение самочувствия, это происходит если врач не провел полноценный осмотр пациента, в таких случаях протез необходимо заменить на тот, который состоит из однородных металлов.
Ошибки при изготовлении безметалловых конструкций и виниров
- Полная автоматизация процесса исключает возможность любой ошибки, так как система регистрирует даже микронные отклонения, так достигается идеальная точность прилегания коронки, что гарантирует высокую эстетику, прочность и отсутствие воспалений в области десны.
- Установка виниров на нелеченный зуб — это может привести к развитию вторичного кариеса, так же нельзя устанавливать винир на сильно обточенный зуб или на зуб, у которого отсутствует больше 50 % эмали, впоследствии, такой винир прослужит не долгое время.
ЗАКЛЮЧЕНИЕ
В конце проделанной работы я пришел к выводу, что зубной техник обязан четко знать и соблюдать технологию изготовления протеза, т.к. ошибки, которые могут быть допущены в ходе работы сильно повлияют на качество изделия, установку, носку, комфорт пациента, а также могут вызвать осложнения.
По результатам исследования, становится ясно, что с помощью несъемного протезирования можно исправить почти любой дефект в жевательном аппарате пациента. Технология позволяет учесть исключительность случая и обеспечить комфортную носку ортопедической конструкции, несъемное протезирование отличается лучшим результатом в исправлении эстетических дефектов, а также большим плюсом является высокое качество, долговечность и надежность. При соблюдении рекомендаций по использованию ортопедического протеза и регулярного профилактического осмотра у врача-стоматолога поможет продлить срок службы изделия.
Вывод
Написав курсовую работу, я достиг своих целей и задач. Изучил все ошибки, которые могут возникнуть при изготовлении несъемных конструкций.
Современные технологии позволяют учитывать все особенности пациентов при лечении несъемными протезами, обеспечить комфортное использование. Зубной техник должен правильно и четко выполнять все требования при изготовлении ортопедической конструкции, т.к. это может повлиять на комфорт и здоровье человека.
18
СПИСОК ЛИТЕРАТУРЫ
- Н. Г. Аболмасов, Н. Н. Аболмасов, В. А. Бычков, А. Аль-Хаким «Ортопедическая стоматология», 2019 г.
- Миронова М.Л. — Съемные протезы. Учебное пособие для медицинских училищ и колледжей. 2018 г.
- Зуботехническое дело в стоматологии Смирнов Б.А., Щербаков А.С. 2016г.
- И. Ю. Лебеденко, Э. С. Каливраджиян. «Ортопедическая стоматология», 2015 г.
- Д. Массирони, Р. Пасчетта, Д. Ромео «Точность и эстетика. Клинические и зуботехнические этапы протезирования зубов», 2020 г.
- С. А. Наумович «Ортопедическая стоматология, 2021 г.
- М. Рейнхард «Стоматологические реставрации», 2018 г.
- Копейкин В.Н., Миргазизов М.З. Ортопедическая стоматология. — М.: Медицина, 2018 г.
- Лебеденко И.Ю., Каламкарова С.Х. Ортопедическая стоматология. Медицинское информационное агентство, 2019 г.
- Попков В.А., Нестерова О.В., Решетняк В.Ю. [и др.]. Стоматологическое материаловедение. — М.: Медпресс-информ, 2021 г.
- https://medportal.ru/enc/stomatology/protezirovanie/8/
- https://www.32top.ru/stat/123/
- https://vk.com/away.php?to=https%3A%2F%2Fwww.google.ru%2Famp
- http://protezi-zubov.ru/protezy/siemnye/siemnye-plastinochnye-protezy.html
19
ПРИЛОЖЕНИЯ
Приложение.1 Съемные пластиночные протезы.

Рис.1 Пластмассовая коронка.

Рис.2 Штампованная коронка.

Рис.3 Коронка по Белкину.

Рис.4 Металлокомпозитная коронка.
20

Рис.5 Металлокерамическая коронка.

Рис.6 Виниры.
Цель работы заключалась в выявлении критерия выбора дублирующих, огнеупорных и моделировочных материалов на этапах изготовления литых конструкций бюгельных зубных протезов.
Ключевые слова:
бюгельное протезирование, дублирование, литье, зубной протез, модель, каркас, модификация.
Введение
В настоящее время бюгельное протезирование приобретает все большую популярность, которая связана с резким качественным скачком в их производстве, обусловленным созданием новых материалов и технологий. Технология прецизионного литья позволяет сделать конструкцию бюгельного протеза функциональной и эстетичной. Прецизионность литья связана со многими технологическими аспектами, в частности с подготовкой к этапу литья каркасов бюгельных протезов.
Особого подхода требует дублирование рабочей модели, ее изготовление из огнеупорной массы, моделирование воскового прообраза каркаса бюгельного зубного протеза, а также построение литниковой системы.
Цель исследования
заключалась в выявлении критерия выбора дублирующих, огнеупорных и моделировочных материалов на этапах изготовления литых конструкций бюгельных зубных протезов.
Подготовка рабочей модели к дублированию
Технология изготовления бюгельного зубного протеза предусматривает литье металлических каркасов протезов на огнеупорных моделях. Для получения огнеупорных моделей требуется проведение процедуры дублирования рабочих моделей.
После предварительного изучения и расчерчивания рабочей модели в параллелометре, а также планирования конструкции бюгельного протеза мы приступаем к дублированию [2].
Дублирование — это процесс получения точной копии модели с использованием специальных оттискных масс в лабораторных условиях.
Объем манипуляций при этой процедуре зависит от типа зубного протеза [9]. Так, например, при протезировании дуговыми (бюгельными) протезами проводят следующие подготовительные этапы:
1. Высоту цоколя гипсовой модели челюсти с помощью режущего инструмента доводят до 1,5 см, при этом боковая поверхность цоколя должна быть перпендикулярна его основанию. При необходимости порцией гипса изолируют имеющиеся в цоколе модели поры и дефекты;
2. Блокирование специальным розовым воском:
а). Десневого края и самых глубоких отделов поднутрений зубов, с созданием на опорных зубах ступеней под плечом кламмера, которые дадут возможность правильно расположить восковые кламмерные плечи на огнеупорной модели [10];
б). Тканевых поднутрений на альвеолярных гребнях. Это необходимо для беспрепятственного извлечения гипсовой модели из дублирующей массы. Температура плавления такого воска выдерживает температуру расплавленного дублирующего материала. Воск заглаживается электрошпателем или шабером. Кроме воска для этого можно использовать силиконовый оттискной материал (без использования катализаторной пасты или жидкости). Точность заполнения поднутрений проверяют при помощи параллелометра [10];
3. Контуры каркаса дугового (бюгельного) протеза покрываются бюгельным воском толщиной от 0,3 до 1,0 мм.
Если дублирование гипсовой модели челюсти планируется проводить используя гидроколлоидные массы, то такая модель челюсти в течение 15–20 мин выдерживается в воде при температуре 38 °С, после чего ее просушивают салфетками [4]. Использование для этой цели сжатого воздуха приводит к отслойке воска в местах изоляций.
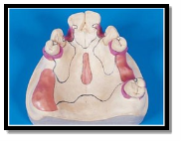
Рис. 1. Модель верхней челюсти, подготовленная к дублированию
4. Фиксация подготовленной модели челюсти в кювете для дублирования:
Рабочую модель необходимо расположить в центре высокопрочного резинового основания кюветы, укрепляя мягким воском или пластиноподобной пастой, что придает равномерность толщине дублирующей массы вокруг модели. После фиксации модели над ней устанавливается алюминиевый или полимерный корпус кюветы [9].

Рис. 2. Фиксация подготовленной модели челюсти в кювете для дублирования
Дублирование гидроколлоидными массами
В зуботехнических лабораториях применяют гидроколлоидные материалы с различными характеристиками, но по технологическим качествам они схожи. Бюгельные протезы с кламмерной фиксацией, как правило, дублируют гидроколлоидной массой [5].

Рис. 3. Дублировочный гель WiroGel M и Wirodouble
Для дублирования применяется специальный аппарат, для нагрева и поддержания температурной массы [1]. Поддержание температуры при работе с гидроколлоидными массами понижает степень их усадки, улучшая результат.
Характерной особенностью гидроколлоидных масс является синерезис.
Этот процесс сопровождается уплотнением пространственной структурной сетки вследствие образования дополнительных контактов между частицами или макромолекулами. При этом объем гидроколлоидной массы уменьшается и выделяется жидкая фаза, которая ухудшает качество огнеупорного материала, из которого в дальнейшем получаем огнеупорную модель.
Гидроколлоидные массы и требования к ним:
- Масса для негативной формы должна быть термопластичной, для многократного изготовления отпечатков, иметь невысокую температуру плавления (менее 100 °С) и обладать достаточной пластичностью и упругостью [2];
- Масса должна заливаться в кювету при температуре около 60 °С с хорошим заполнением и точно давать негативный объем заливаемой гипсовой модели, повторяя и сохраняя конфигурацию ее объема и формы после ее удаления из застывшей массы [2];
- Гидроколлоидная масса не должна оказывать вредного химического воздействия, как на гипсовую модель, так и на огнеупорную массу.
Достоинства:
- Точное воспроизведение всех тонкостей рисунка на модели благодаря своей жидкотекучести;
- Хорошая эластичность, способность в полном объеме возвращаться в исходное состояние, если при извлечении контрольной модели из формы проявлять осторожность;
- Возможность многократного использования;
- Гидроколлоидные массы более экономичны в сравнении с силиконовыми массами [9].
Недостатки:
- Чувствительно к нагреву.
- Из-за высокой доли воды происходит постоянное испарение.
- При использовании открытого пламени или электроплитки для плавления дублирующей массы её нужно расплавлять на водяной бане.
- Масса не имеет прозрачности в момент разрыва. С помощью данной массы нельзя получить точный дубликат.
- Вода, входящая в состав, влияет на отверждаемые паковочные массы.
- При охлаждении еще жидкой массы от 50 °С до 8–10 °С в проточной водопроводной воде или в специальном аппарате наступает усадка.
- Низкая бактериологическая стойкость (формалин, антисептики).
Дублирование силиконовыми массами
Силиконовые дублирующие массы — это А-силиконы. Двухкомпонентные А-силиконы универсальны, это эластичные, безусадочные материалы. Их стабильность позволяет дублировать рабочие модели с высокой степенью точности. В отличие от форм из гелина и альгината, силикон не разрушается при извлечении дубликата, и без потери точности позволяет изготовить несколько одинаковых моделей по одной форме даже через неделю и более [5].
Существенным компонентом является агар-агар, который в зависимости от рецепта составляет 2–5 % от гидроколлоидной массы [3]. Агар-агар получают из красных водорослей путем варки и добавления уксусной или серной кислоты, фильтрования и охлаждения. В результате сложных процессов выделяется вода и образуются тонкие эластичные пластины из агар-агара. Их сушат, разрезают на полоски и измельчают в порошок. В холодном виде агар-агар не растворим, но при нагревании слегка набухает и растворяется.
Жесткость силиконов принято измерять по шкале Шора. Обычно используют лабораторный силикон 22 ед. по шкале Шора.
Достоинства, по сравнению с гидроколлоидными массами:
— очень точное воспроизведение формы и рельефов;
— модель не надо вымачивать;
— примерно через 45 минут, начиная с момента смешивания, негативная форма готова для дальнейшей работы;
— возможна повторная заливка гипсом для получения контрольной модели;
— нет реакции между материалом формы и паковочной массой.
Недостатком силиконов является:
— высокая по сравнению с гидроколлоидными массами стоимость;
— возможность однократного применения.
Огнеупорные массы
Огнеупорная модель — это модель, изготовленная из огнеупорных частиц, устойчивых к высоким температурам.
Огнеупорные массы — это особые паковочные материалы. Они представляют собой смесь огнеупорного порошка со связующим компонентом [6].

Рис. 4. Паковочный материал Wirovest, WiroFine, Wiroplus S
Состав паковочных материалов и технологии их применения различны, но в любом случае они состоят из следующих компонентов:
— огнеупорные частицы;
— связующие вещества;
— технологические добавки.
При изготовлении огнеупорных моделей используется система порошок + жидкость: порошок; затворная жидкость; вода (иногда).
Огнеупорный порошок представляет собой мелкодисперсный материал:
1) Двуокиси кремния SiO2 (кремнезема), который обычно представлен в модификациях кварц и кристобалит или в форме смеси этих компонентов.
2) Окиси алюминия Al2O3 (глинозем) [11].
В основном в качестве огнеупорного порошка используется кремнезем. Исходным сырьем для получения кремнезема является кварцевый песок [12].
Состав технологических добавок в большинстве случаев составляет коммерческую тайну фирмы-производителя. Добавки используются для регулирования текучести паковочного материала в жидком состоянии, ускорения или замедления времени затвердевания, для уменьшения количества пены и воздушных пузырьков при вакуумировании и др.
В зависимости от связующего компонента формовочные материалы делятся на три группы: гипсовые (гипс), силикатные (гель кремниевой кислоты), фосфатные (фосфаты цинка, алюминия или магния) [3].
Фосфатные паковочные массы
являются наиболее прогрессивным паковочным материалом, применяемым в современном зуботехническом литье. Они состоят из смеси модификаций SiO2, фосфатного связующего и дополнительных составляющих для бюгелей [19].
Огнеупорные модели должны быть изготовлены из тех же материалов, что и объем опоки.
Связующее вещество добавляют в форме дигидрогенофосфата аммония (NH4H2PO4) и магнезии MgO. Затворяющая жидкость состоит в основном из воды, фосфорной кислоты, катализатора и других компонентов.
Паковочные материалы должны отвечать следующим требованиям:
— Для обеспечения качественной поверхности отливки огнеупорный порошок должен иметь высокую дисперсность;
— Они должны создавать газопроницаемую оболочку, которая будет в состоянии поглощать газы, образующиеся при заливке расплавленного металла.
— Они не должны содержать вещества, которые, реагируя с отливкой, понижают ее качества.
— Обеспечивать прочность и целостность литейной формы, ее газопроницаемость во время литья.
— Обладать способностью к термическому расширению, компенсирующему усадку отливки.
— Выдерживать температуру не ниже 1700 °С.
Моделировочные материалы в бюгельном протезировании
Моделировочные материалы, как правило представляют собой смесь восков и других материалов. Каждая восковая смесь должна отвечать определенным требованиям, учитывающим специфику их применения [1].
Воски — жироподобные аморфные вещества температурой плавления 40–90 °С. По химическому составу — это высшие предельные углеводороды жирного ряда, их одноатомные спирты и сложные эфиры высших эфирных кислот.
Требования:
1) Зуботехнические воски использовать строго по назначению, желательно одного производителя;
2) Могут быть моделировочные полимеры самотвердеющие и светоотверждаемые;
3) Должны быть беззольными.
Рис. 5. Воск бюгельный
Воск бюгельный
должен иметь строго фиксированную толщину, позволяющую создавать необходимые, одинаковые на данном участке зазоры, обеспечивающие правильное расположение каркаса готового протеза в полости рта. Выпускается в виде дисков диаметром 82 мм, толщиной 0,4 и 0,55 мм [3].
Применяется для прокладок на моделях при изготовлении бюгельных протезов и в качестве моделировочного при изготовлении цельнолитых и комбинированных базисов в съемных пластиночных протезах [7].

Рис. 6. Профильные воски
Профильные воски
, отвечая указанным выше требованиям, применяются для моделирования каркасов бюгельных протезов. Поставляется в виде стержней нескольких диаметров, которые размягчаются от температуры рук. Восколит-1 зеленого цвета применяется для изготовления литниковой системы. Восколит-2 синего или розового цвета применяется для литья вне модели и Восколит-03 для моделирования каркасов бюгельных протезов [3].
Рис. 7. Комплект «Формодент»
В комплект «Формодент» входит силиконовая пластина с углублениями для получения восковых заготовок отдельных элементов бюгельного протеза брикет зеленого или светло-коричневого воска для литья с ничтожным зольным остатком [17].
Литниковая система
Литниковая система играет важную роль в обеспечении качества литья каркаса бюгельного протеза. В процессе литья необходимо получить гладкую, не имеющую пор поверхность каркаса, которая хорошо полируется и остается блестящей при осуществлении больным ухода за протезом. Точное литье обеспечивает сохранение пружинящих свойств кламмеров, необходимых для фиксации бюгельного протеза [2].
Литники представляют собой каналы, по которым расплавленный металл поступает в форму, диаметром не менее 2–3 мм. Депо для металла диаметром 1,5–2 мм. На двух уровнях у каркаса и у литниковой чаши, но если литник толстый (3–4 мм) и короткий муфта может отсутствовать [21].
Количество литников и их расположение зависит от:
— методов литья;
— способов плавки;
— размеров каркаса;
— сложности конфигурации каркаса;
— удаленности от питающего конуса.
Размер и форма литниковой системы зависит от способа плавки и заливки металла. Если плавка осуществляется в литниковой чаше, то диаметр литника не превышает 1,5 мм, если при плавке металла применяют центробежную заливку, то литник должен быть толстым (он играет роль питателя — прибыли) [18].
Форма расположения литников:
Рис. 8. Крестовидная, крыльчатка, одноканальная
1) Крест — применяют ажурное литье шины. Возможно плоские литники 0,5×1,6;
2) Крыльчатка — (по Осборну) круглые литники диаметром 3–4 мм расположены дугообразно;
3) Одноканальный литник — центробежное или вакуумное литье. Литник 4–6 мм сужается перед прикосновением к каркасу и расширяется у литниковой части, муфт нет [20].
В опоке может располагаться 2 каркаса, обычно модели устанавливаются на дистальные поверхности.
При моделировании восковой конструкции на верхней челюсти и из-за большого количества широких и дополнительных элементов на его дуге следует установить как можно более плоские литейные каналы и отливку каркаса во избежание деформации осуществлять «сверху», на нижней челюсть литье можно осуществить сверху и сквозь модель [8].
Сплавы
, применяемые в ортопедической стоматологии, можно разделить на три группы в зависимости от температуры плавления:
- Сплавы с температурой плавления до 300 °С (легкоплавкие сплавы на основе олова);
- Сплавы с температурой плавления до 1100 °С (сплавы на основе золота);
- Сплавы с температурой плавления выше 1200 °С (нержавеющая сталь, КХС и др.) [14].
Плавление сплавов первой группы осуществляется в металлическом ковшике над пламенем спиртовки или газовой горелки. Для плавления сплавов второй и третьей групп требуется специальная аппаратура (высокочастотная печь), позволяющая достигать высокой температуры [4].
Инфракрасная система температурного контроля, которой снабжено большинство современных литейных аппаратов, поддерживает температуру, близкую к точке плавления сплава и обеспечивает тем самым равномерное прогревание заготовки. После установки прогретого тигля инфракрасная система переключается на максимальную температуру. Температура литья достигается в течение нескольких секунд. Таким способом обеспечивается предельно короткое время перед литьем.
Литье сплавов металлов
представляет собой сложный процесс с использованием высокотехнологического оборудования — это муфельные печи и литейные установки.
Для того, чтобы металл заполнил полость формы, образовавшейся после выплавления воска, следует создать давление на металл [17]. В зависимости от характера получаемого давления на металл различают следующие способы заливки металла в формы:
- Свободная заливка — металл заполняет форму свободно под действием гравитационных сил;
- Заливка во вращающуюся форму под влиянием гравитационных и центробежных сил;
- Заливка давлением, поршневым или воздушным с применением литейных установок;
- Заливка вакуумным всасыванием.
Литье под давлением и центробежное литье основаны на создании давления на металл извне. Это литье дает более плотные отливки [1]. При вакуумном литье сплав стекает в полость формы под силой тяжести собственного веса, исключая пористость, недоливы и усадочные раковины.
Заключение
От выполнения критериев проведения каждого технологического этапа изготовления протеза, зависит конечный результат восстановления функциональности зубных рядов и всей зубочелюстной системы в целом. Правильный подбор комплекса материалов также влияет на конечный результат.
Прецизионность металлических каркасов бюгельных зубных протезов зависит от качества проведения подготовительных процедур.
Наилучшего результата можно добиться, используя силиконовые дублирующие массы, фосфатные огнеупорные массы, моделировочные литьевые воска единой системы. На сегодняшний день ведущим производителем данной системы является фирма BEGO.
Также немаловажно проведение и самого этапа литья. Система BEGO предлагает специальные сплавы металлов и даже литейные машины, гарантирующие прецизионность каркасов бюгельных зубных протезов.
Литература:
- Кулаженко В. И. и др. Бюгельное протезирование. — К.: Здоровье, 1975. — 104 с.
- Миронова М. Л. Съемные протезы: Учебное пособие. — М.: ГЭОТАР-Медиа, 2014. — 464 с.
- Смирнов Б. А. и др. Зуботехническое дело в стоматологии: Учебно-методическое пособие. — М.: ГЭОТАР-Медиа, 2014. — 336 с.
- Трезубов В. Н. и др. Ортопедическая стоматология. Технология лечебных и профилактических аппаратов: Учебник для медицинских вузов. — М.: МЕДпресс-информ, 2014. — 320 с.
- БЕГО Учебный центр // Техника бюгельного протезирования. — 2012. — № 3. — с. 8–9.
- БЕГО Учебный центр // Техника бюгельного протезирования. — 2012. — № 3. — с. 11.
- БЕГО Учебный центр // Техника бюгельного протезирования. — 2012. — № 3. — с. 12–13.
- БЕГО Учебный центр // Техника бюгельного протезирования. — 2012. — № 3. — с. 15.
- Дублирование гипсовой модели [Электронный ресурс]. — Режим доступа: http://dentaltechnic.info/index.php/byugelnye-protezy/byugelnoeprotezirovanie/1053-dublirovanie_gipsovoj_modeli (дата обращения — 08.06.2016).
- Дублирование гипсовых моделей челюстей [Электронный ресурс]. — Режим доступа: http://medlec.org/lek-78783.html (дата обращения — 08.06.2016).
- Изготовление бюгельных протезов из современных материалов [Электронный ресурс]. — Режим доступа: http://www.zubtech.ru/article200305a2.php (дата обращения — 08.06.2016).
- Изготовление огнеупорной модели [Электронный ресурс]. — Режим доступа: http://dentaltechnic.info/index.php/byugelnye-protezy/byugelnoeprotezirovanie/1054-izgotovlenie_ogneupornoj_modeli (дата обращения — 08.06.2016).
- Каркас бюгельного протеза [Электронный ресурс]. — Режим доступа: http://dentaltechnic.info/index.php/obshie-voprosy/rukovodstvodlyazubnyhtehnikov/821-karkas_byugel_nogo_proteza_ (дата обращения — 08.06.2016).
- Материаловедение в стоматологии [Электронный ресурс]. — Режим доступа: http://medbe.ru/materials/stomatologicheskoe-materialovedenie/?PAGEN_3=3 (дата обращения — 08.06.2016).
- Моделирование каркаса бюгельного протеза [Электронный ресурс]. — Режим доступа: http://neostom.ru/protezirovanie-biugelnimi-protezami/modelirovanie-karkasa-biugelnogo-proteza.html (дата обращения — 08.06.2016).
- Моделирование каркаса бюгельного протеза [Электронный ресурс]. — Режим доступа: http://stomatolog-umsa.poltava.ua/kafedra/metodicheskie_razrabotki_dlya_samostoyatelnoy_roboti_3-go_kursa_modul_2/modelirovanie_karkasa_byugelnogo_proteza.html (дата обращения — 08.06.2016).
- Моделирование каркаса и установка литниковой системы [Электронный ресурс]. — Режим доступа: http://medlec.org/lek-138813.html (дата обращения — 08.06.2016).
- Общие принципы создания литниковой системы [Электронный ресурс]. — Режим доступа: http://ucheba.medgum.ru/EOR/Zub-teh/liteinoe_delo/04.htm (дата обращения — 08.06.2016).
- Огнеупорные и формовочные материалы [Электронный ресурс]. — Режим доступа: http://medlec.org/lek-132190.html (дата обращения — 08.06.2016).
- Создание литниковой системы [Электронный ресурс]. — Режим доступа: http://neostom.ru/protezirovanie-biugelnimi-protezami/sozdanie-litnikovoy-sistemi.html (дата обращения — 08.06.2016).
Основные термины (генерируются автоматически): масса, протез, литниковая система, модель, температура плавления, BEGO, гидроколлоидная масса, дублирование, зубной протез, материал, огнеупорный порошок, рабочая модель.