При выполнении работ связанных с резкой металла на станках с ЧПУ можно выделить наиболее типичные ошибки, которые гарантированно ведут к повышению итоговой стоимости таких работ:
1. Первой ошибкой зачастую является несвоевременная замена расходки плазмотрона (сопла, электроды, завихритель и т.п.).
 Использование расходных частей с дефектами, выходящими за расчетные параметры — типичное нарушение, при запоздалой замене, ведет к ухудшению качества реза, неровной кромке, сокращению срока службы остальных деталей и самого резака. При преждевременной замене элементов(когда все параметры расходных частей ещё находятся в пределах нормы), нет абсолютно никаких негативных последствий для оборудования, но расходные части не отрабатывают свой полный ресурс, заложенный заводом производителем, что в свою очередь увеличивает себестоимость такой работы.
Использование расходных частей с дефектами, выходящими за расчетные параметры — типичное нарушение, при запоздалой замене, ведет к ухудшению качества реза, неровной кромке, сокращению срока службы остальных деталей и самого резака. При преждевременной замене элементов(когда все параметры расходных частей ещё находятся в пределах нормы), нет абсолютно никаких негативных последствий для оборудования, но расходные части не отрабатывают свой полный ресурс, заложенный заводом производителем, что в свою очередь увеличивает себестоимость такой работы.
Опытный оператор оборудования в состоянии исключить ошибки такого характера, осматривая состояние расходных частей визуально, через регламентированные промежутки времени, оценивая пригодность и уровень выработки деталей для дальнейшей работы.
2. Вторая распространенная ошибка в условиях производства — применение не соответствующих режимов резки, что значительно сокращает срок службы расходки.

Крайне не рекомендуется долговременное использование оборудования, на тока превышающих 95% от максимального значения, заявленного производителем. Не стоит с попустительством относиться к состоянию плазменного источника в процессе работы — должны быть запланированы мероприятия по техническому обслуживанию, исходя из состояния оборудования и условий, в которых оно работает. В процессе работы узлы плазмотрона загрязняются нагаром от обрабатываемого металла, грязью, пылью, металлическими частицами и прочим, что при не своевременном уходе так же может привести к преждевременному выходу оборудования из строя, за счет электрического пробоя или недостатка охлаждения, при работе на режимах близких к максимальным. Для минимизации влияния внешних факторов на плазмотрон одевается защитный кожух, с последующей переодической ревизией.
3. Отсутствующий контроль за расходом охлаждающего газа. Для стабильной работы оборудования плазмообразующий газ должен соответствовать расчетным характеристикам — по содержанию воды, масляной взвеси, давлению и количеству подачи (производительность подачи).

В случае большой влажности воздуха и/или присутствию обильных маслянных паров в подаваемом воздухе чрезвычайно повышается вероятность электрического пробоя внутри плазмотрона. При несоттветствии давления подачи газа, или производительности насоса (при длинном резе насос может не успевать подавать необходимое давление на плазмотрон, например при опустошенном рессивере) возникает чрезвычайная нестабильность диаметра дуги — диаметр дуги начинает «плавать», что отражается на точности и качестве реза, а так же получаемой кромки, значительно сокращает срок службы электродов и сопел. При существенном недостатке охлаждающего газа, либо при неправильно подключенном охладителе происходит перегрев плазмотрона, при котором с большой долей вероятности выйдут из строя раньше времени различные его части.
4. Неправильная сборка резака — плазмотрон должен быть собран так, чтобы все его части были выровненны относительно другдруга и плотно прилегали друг к другу, что обеспечит отличный контакт при работе с резаком.

Храните запасные и расходные части в чистом месте, чтобы избежать загрязнения металлической стружкой и пылью. При сборке стоит смазать уплотнительное кольцо — но лишь чтобы оно слегка блестело — это важно. Завихритель может забиться излишним количеством смазки, нанесенным при сборке, при том на смазку отлично налипает металлическая пыль, которая приводит к неконтролируемому процессу образования плазмы внутри резака, что грозит выходом плазмотрона из строя.
5. Непрорез — при неудачной пробивке металла и непрорезе брызги расплавленного металла устремляются вверх, в сопло плазмотрона.
 При нормальном процессе резки металла все искры, расплавленный метал, окалины и металлосодержащая пыль должны быть сдуты вниз в поддерживающий стол или вбок, вдоль металла, кроме того, в то самое время, пока не зажглась стабильная плазменная дуга, плазмотрон работает на повышенных токах, что значительно сокращает срок его службы, срок службы расходных частей и может привести к значительным повреждениям высоковольтной части оборудования.
При нормальном процессе резки металла все искры, расплавленный метал, окалины и металлосодержащая пыль должны быть сдуты вниз в поддерживающий стол или вбок, вдоль металла, кроме того, в то самое время, пока не зажглась стабильная плазменная дуга, плазмотрон работает на повышенных токах, что значительно сокращает срок его службы, срок службы расходных частей и может привести к значительным повреждениям высоковольтной части оборудования.
6. Слишком большая или малая скорость резки. При наличии трудноотделимого от заготовки грата на нижней кромке резки стоит задуматься о целесообразности подбора отличной от текущей скорости реза.
При слишком медленной резке листа значительно увеличивается ширина получаемого разреза, что приводит к снижению точности соответствия заготовки и чертежа, заложенного в программу ЧПУ. Завышение же скорости резки увеличивает шансы на «непрорез» металла доконца и приводит к «отставанию дуги» от плазмотрона, что может сместить получаемую кромку вырезаемой заготовки от заданных параметров (не перпендикулярность кромки реза оси плазмотрона). Увидеть слишком быстрый рез можно по направлению температурного рисунка на срезе металла. При слишком быстром резе металл не успевает выдуть из разреза и рез идет наискосок, как бы не поспевая за плазмотроном.
7. Растянутая дуга реза. При растяжении дуги возможно повреждения узлов плазмотрона нестабильно горящей дугой.
.png) Дуга «растягивается», рез становится не перпендикулярным, увеличивается шероховатость поверхности, когда разрезаемая заготовка или лист металла имеет неровности, а станок с ЧПУ не имеет стабилизатора высоты и не может компенсировать подобные огрехи. Самое безобидное что может случиться — плазмотрон встретиться с разрезаемым листом металла, получая повреждения расходных частей, которые зачастую уносят с собой элементы крепления к плазмотрону, в худшем же случае он может отдалиться от разрезаемой заготовки на столько, что начнется нестабильное горение дуги, произойдет пробой, который выведет из строя плазмотрон.
Дуга «растягивается», рез становится не перпендикулярным, увеличивается шероховатость поверхности, когда разрезаемая заготовка или лист металла имеет неровности, а станок с ЧПУ не имеет стабилизатора высоты и не может компенсировать подобные огрехи. Самое безобидное что может случиться — плазмотрон встретиться с разрезаемым листом металла, получая повреждения расходных частей, которые зачастую уносят с собой элементы крепления к плазмотрону, в худшем же случае он может отдалиться от разрезаемой заготовки на столько, что начнется нестабильное горение дуги, произойдет пробой, который выведет из строя плазмотрон.
Для устранения неполадок, связанных с изменением высоты плазмотрона над заготовкой целесообразно применять качественные контроллеры высоты, например датчик производства Hypertherm — «Система Sensor™ PHC» или «Система регулировки высоты резака Sensor», ведь из за высоких скоростей резки устройства низкого качества могут не успевать срабатывать, что повлечет за собой длительные простои для выявления поломки, определения перечня необходимых запасных частей (которые в таких случаях не всегда имеются на производстве) и устранение неисправности, что влечет за собой дополнительное удорожание цены производства конечного изделия.
8. Применение правильного угла резки для используемого типа расходных частей плазмотрона.
Для резки под прямым углом стоит использовать специальные расходые части Hypertherm — FineCut, при использовании которых стоит ожидать, что на поверхности металла останется менее 5 мм металла, оставшегося от срезанного профиля или проушины.

Вы всегда можете заказать новые запасные части, расходные материалы и сервисное обслуживание, обратившись к нашим Менеджерам, по телефону 8(800)775-08-50 или написать на почту svarka@centresm.ru
При резке металла плазменно-дуговым оборудованием даже опытные и квалифицированные операторы могут допускать ошибки. Они, в свою очередь, могут повлечь длительные простои и колоссальные убытки. В этом обзоре — наиболее частые ошибки при работе с плазморезом и способы их предотвращения.
Ошибки при работе с расходниками
Неправильной является как преждевременная замена расходных деталей, так и их использование до полного износа. В первом случае последствие очевидно — неоправданно высокие издержки на новые расходники. Во втором случае включается технический фактор: при эксплуатации чрезмерно изношенных расходников нередко повреждаются металлические детали в хорошем состоянии.
Для предотвращения этих ошибок ведите учёт срока службы расходников, рассчитывайте приблизительное время их замены, контролируйте состояние сопла и вставки из гафния в центре электрода. Есть признаки, однозначно указывающие на износ сопла и электрода:
- звук плазменной дуги стал нехарактерным;
- высоту плазмотрона приходится чрезмерно уменьшать, чтобы добиться надёжной пробивки металлической заготовки;
- пламя дуги приобрело зелёный оттенок.
Имеет значение и качество реза металла плазменно-дуговым оборудованием: если оно заметно снизилось, расходные детали наверняка износились и нуждаются в замене.
Ошибки при сборке
Правильно собранный резак не препятствует интенсивному потоку охлаждающей жидкости и газа, создаёт надёжный электрический контакт. При небрежной сборке нередко допускают ошибку — не выравнивают детали резака и не контролирует плотность их соприкосновения. Кроме того, сборку иногда выполняют при сильном загрязнении деталей резака и рабочего места, что также недопустимо.
Есть правило, касающиеся смазывания уплотнительного кольца резака. На него нужно наносить небольшое количество смазки — так, чтобы оно лишь слегка блестело. Чрезмерное количество смазки может забить завихритель газа — а это, в свою очередь, вызовет бесконтрольное зажигание дуги и быструю поломку резака. Не допускайте эту ошибку — смазывайте уплотнительное кольцо дозированно и аккуратно.
Неверное определение параметров
Нередко операторы допускают ошибку при определении силы тока для плазменной резки. Правило таково: она должна равняться 95% от номинального значения для используемого сопла. Отклонение приведёт к негативным последствиям:
- при чрезмерной силе тока сопло будет быстро изнашиваться и преждевременно выйдет из строя;
- при слишком низкой силе тока создаваемый на металлической заготовке разрез будет некачественным, неоднородным и зашлакованным.
Перед началом работы важно правильно подобрать расходные детали с учётом нескольких критериев. Имеют значение рабочий ток, толщина металлической заготовки, металл, из которого она изготовлена, защитный газ (при необходимости его использования), давление воздуха. Определяйте соответствие расходных деталей этим критериям, руководствуясь справочником оператора.
Ошибки при управлении плазморезом
Это — одна из самых обширных групп ошибок. В неё можно включить:
- прожиг металла на чрезмерно малой высоте. Если при этой операции резак находится слишком низко, брызги расплавленного металла попадают на защитный колпачок и сопло, что влечёт их преждевременный выход из строя. Если при прожиге резак контактирует с заготовкой, дуга «подавляется», что влечёт поломку расходных деталей — завихрителя газа, сопла и электрода, а иногда и самого резака;
- столкновения резака с металлической заготовкой. Эти инциденты, способные повлечь неустранимую поломку, нередко происходят из-за ошибок в программировании траектории движения резака. Выполняйте программирование ответственно, не пренебрегайте датчиками, следящими за высотой резака;
- неправильную скорость создания реза. Если она слишком высока, дуга будет «запаздывать», и на обрабатываемой детали появятся затвердевшие несрезанные фрагменты металла. Если скорость слишком низкая, по всей длине реза возникнут металлические наплывы, а ширина раскроя недопустимо увеличится;
- неправильное давление газа, образующего плазму. Если оно чрезмерно, электрод будет слишком быстро изнашиваться, а розжиг дуги существенно затруднится. Если оно недостаточно, износ расходных деталей ускорится, они будут быстро выходить из строя;
- пренебрежение защитными приспособлениями. Во время плазменной резки образуются нагар и раскалённые брызги расплавленного металла. Чтобы защитить от них детали оборудования, применяйте специальные защитные кожухи. Чтобы эти приспособления долгое время исправно служили, регулярно очищайте их — например, напильником.
«Растяжение» дуги
Этот эффект, способный привести к негативным последствиям, возникает в нескольких случаях:
- в начале реза и его конце. Дуге на этих участках металлической заготовки приходится «растягиваться» для того, чтобы войти в контакт с обрабатываемой деталью;
- при совместном использовании вырубного пресса и плазменной резки, если дуга разжигается из предварительно созданного отверстия.
Во всех этих случаях «растянутая» дуга может повредить сопло резака — прожечь его боковую стенку. Чтобы избежать этого, на краю заготовки дугу нужно разжигать, когда сопло расположено в непосредственной близости к металлу строго на линии будущего реза. При начале обработки из проделанного отверстия дугу нужно разжигать не из его центра, а возле его края.
Пренебрежение техническим обслуживанием
Такое обслуживание подразумевает регулярное выполнение целого ряда операций:
- очистку каналов, предназначенных для подачи плазмообразующего газа и охлаждающей жидкости;
- удаление загрязнений с резьбы резака;
- очистку опорных поверхностей.
Не пренебрегайте этими операциями — выполняйте их по мере необходимости. Сначала удалите грубые загрязнения — стружку, пятна масла и прочие. После этого выполните тщательную очистку поверхностей специальным чистящим средством (подойдёт и обычная перекись водорода). Соблюдая эти правила, вы продлите срок службы резака до нескольких месяцев или лет.
В качестве заключения
Теперь вы владеете информацией об основных ошибках, допускаемых при работе с плазморезом. Будьте внимательны и предотвращайте перечисленные проблемы. Так вы сделаете работу безопасной, продлите срок службы дорогостоящего оборудования и повысите финансовую эффективность плазменной резки.
Аппарат плазменной резки LGK-120 HD
LGK-120 HD — это профессиональный аппарат предназначенный для ручной/автоматической резки…
Цена по запросу
Купить
Аппарат плазменной резки LGK-200 HD
LGK-200 HD — это профессиональный аппарат предназначенный для ручной/автоматической резки…
Цена по запросу
Купить
Аппарат плазменной резки LGK-300 HD
LGK-300 HD — это профессиональный аппарат предназначенный для ручной/автоматической резки…
Цена по запросу
Купить
Аппарат плазменной резки LGK-400 HD
LGK-400 HD — это профессиональный аппарат предназначенный для ручной/автоматической резки…
Цена по запросу
Купить
Посмотреть все
Использование расходных материалов до тех пор, пока они не выйдут из строя
Если посмотреть на ряд деталей одного типа, которые были вырезаны при таком подходе, можно безошибочно определить те детали, на которых сопло или электрод были уже «на подходе». Использование сильно изношенных сопел и электродов может не только привести к браку при вырезке детали, но и стать причиной дорогостоящего ремонта пламенного резака и даже аппарата плазменной резки, во время которого машина плазменной резки будет простаивать. Выход из строя сопел и электродов можно легко предупредить по нескольким признакам, которые выдают изношенные расходники. Опытный оператор по звуку резки и цвету пламени дуги (при выгорании циркониевой вставки оно приобретает зеленоватый оттенок), а также по необходимости уменьшать высоту плазмотрона при пробивке, всегда скажет Вам, когда пора менять электрод. Также, одним из лучших способов оценки состояния деталей резака является качество реза. Если качество реза внезапно начинает ухудшаться, то это повод проверить состояние сопла и электрода. Разумным подходом является ведение журнала со средним временем работы электрода или сопла от замены до замены. Сопло и электрод могут выдерживать разное количество пробивок в зависимости от тока резки, типа и толщины материала. Например, при резке нержавеющей стали требуется более частая замена расходников.
Однажды определив по такому журналу среднее время жизни электрода для каждого конкретного вида вырезаемых деталей, можно выполнять плановую замену сопел и электродов, не доводя до появления брака в вырезаемых деталях или до поломки пламенного резака.
Слишком частая замена сопел и электродов
Среди использованных сопел и электродов достаточно часто можно встретить такие, которые еще можно использовать при резке. Излишне частая замена расходников также очень распространена среди операторов металлорежущих станков с ЧПУ, и в особенности, машин плазменной резки. При замене сопла или электрода оператор должен четко знать, на что обращать внимание. Сопло требует замены в следующих ситуациях:
1. Если сопло имеет деформации снаружи или изнутри. Это часто бывает при слишком маленькой высоте пробивки и при непрорезе металла. Расплавленный металл попадает на внешнюю поверхность сопла или защитного колпака и деформирует ее.
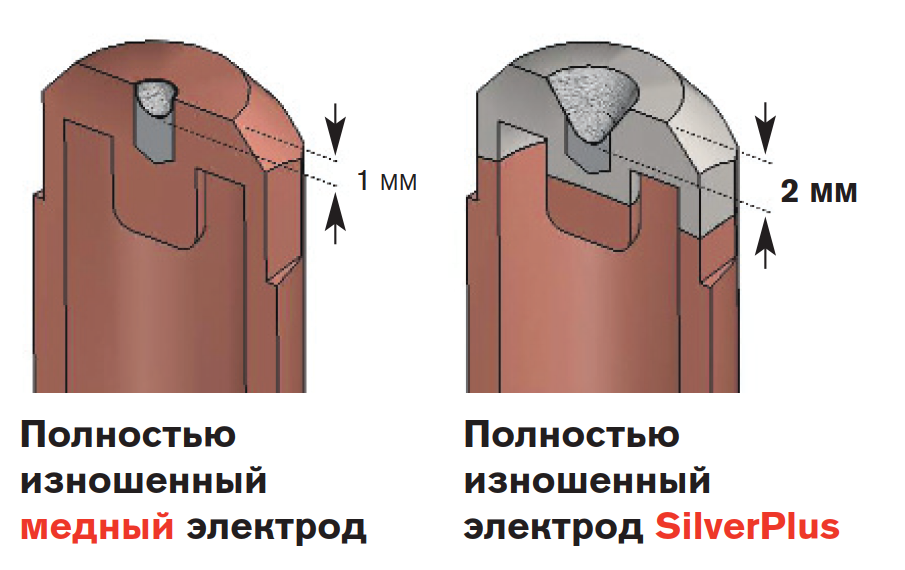
2. Если выходное отверстие сопла по форме отличается от окружности. При большой высоте пробивки, если движение начинается до прореза металла, то дуга отклоняется от перпендикуляра к листу и проходит через край отверстия сопла. Чтобы определить, изношен ли электрод, нужно посмотреть на вставку из металла серебристого цвета на торце медного электрода (как правило, используется сплав циркония, гафния или вольфрама). В общем случае, электрод считается работоспособным, если этот металл вообще есть и глубина лунки на его месте не превышает 2 мм для воздушно-плазменной или кислородно-плазменной резки. Для резки плазмой в среде защитного газа (азота или аргона) глубина лунки может достигать 2,2 мм. Завихритель нуждается в замене лишь в том случае, если при тщательном осмотре можно выявить забитые отверстия, трещины, следы вызванные попаданием дуги, или сильный износ. Завихрители особенно часто заменяются преждевременно. То же самое касается и защитных колпаков которые нуждаются в замене только в случае физического повреждения. Очень часто защитные колпачки могут быть очищены наждачной бумагой и использованы вновь.
Использование неправильных настроек параметров плазменной резки и расходных материалов
Выбор расходников при плазменной резке зависит от вида разрезаемого металла (сталь, медь, латунь, нержавейка и т.д.), от его толщины, выставленного тока дуги на аппарате плазменной резки, плазмообразующего и защитного газов и т.д. Справочное руководство оператора машины плазменной резки описывает, какие расходные материалы использовать в случае разных режимов процесса резки. Указанные в инструкции оператора режимы, рекомендации относительно настроек плазменной резки следует соблюдать. Использование расходных материалов (сопел, электродов) несоответствующих текущему режиму плазменной резки обычно приводит к ускоренному выходу расходников из строя и к значительному ухудшению качества пламенного реза. Очень важно выполнять плазменную резку металла именно с тем током дуги, на который расчитаны используемые расходные материалы. Например, не стоит резать металл плазмой на 100 амперах, если в плазменном резаке стоит сопло на 40 ампер, и т.д. Самое высокое качество реза достигается, когда ток на аппарате плазменной резки выставлен на 95% от номинального тока резки, на который рассчитано сопло. Если установлен режим плазменной резки с заниженным током дуги, то рез будет зашлакованный, и на обратной стороне вырезаемых деталей будет значительное количество грата, пламенный рез будет неудовлетворительного качества. Если установленный на установке плазменной резки ток слишком высок, то срок службы сопла значительно сокращается.
Неправильная сборка плазменного резака
Пламенный резак должен быть собран таким образом, чтобы все его детали плотно прилегали друг к другу, и не было бы впечатления «разболтанности». Плотность прилегания деталей плазмотрона обеспечивает хороший электрический контакт и нормальную циркуляцию воздуха и охлаждающей жидкости через плазменный резак. Во время замены расходных материалов нужно стараться разбирать плазменный резак на чистой поверхности, чтобы грязь и металлическая пыль, образующиеся при плазменной резке, не загрязнили плазмотрон. Чистота при сборке/разборке плазменного резака очень важна и, тем не менее, это требование часто не соблюдается.
Невыполнение регулярного планового обслуживания плазмотрона
Плазменный резак может работать в течение многих месяцев, и даже лет без должного обслуживания. И, тем не менее, газовые каналы и каналы охлаждающей жидкости внутри плазменного резака должны содержаться в чистоте, посадочные места сопел и электродов должны проверяться на предмет загрязнения или повреждений. Грязь, металлическая пыль должны удаляться из плазменного резака. Для чистки плазмотрона следует использовать чистую хлопчатобумажную тряпочку и жидкость для чистки электрических контактов либо перекись водорода.
Резка металла без проверки давления плазмообразующего газа или подачи охлаждающей жидкости в плазморез
Расход и давление плазмообразующего газа и охлаждающей жидкости нужно проверять ежедневно. Если расход недостаточный, детали резака не будут в должной степени охлаждаться и их срок службы будет снижен. Недостаточный проток охлаждающей жидкости из-за изношенного насоса, забитых фильтров, недостаточного количества охлаждающей жидкости, является распространенной причиной поломок плазменных резаков. Постоянное давление плазмообразующего газа очень важно для поддержания режущей дуги и для качественного реза. Избыточное давление плазмообразующего газа является распространенной причиной затрудненного поджига плазменной дуги, притом, что все остальные требования к настройкам, параметрам и процессу плазменной резки полностью удовлетворены. Слишком высокое давление плазмообразующего газа является причиной быстрого выхода из строя электродов. Плазмообразующий газ обязательно должен быть очищен от примесей, т.к. его чистота оказывает сильное влияние на срок службы расходных материалов и плазмотрона в целом. Компрессоры, подающие воздух в аппараты плазменной резки имеют тенденцию к загрязнению воздуха маслами, влагой и мелкими частицами пыли.
Пробивка при малой высоте плазмотрона над металлом
Расстояние между заготовкой и срезом сопла плазмотрона оказывает огромное влияние, как на качество реза, так и на срок службы расходных материалов. Даже небольшие изменения в высоте плазменного резака над металлом могут значительно повлиять на скосы на кромках вырезаемых деталей. Высота плазменного резака над металлом во время пробивки особенно важна. Распространенной ошибкой является пробивка при недостаточной высоте плазмотрона над металлом. Это приводит к тому, что расплавленный металл выплескивается из лунки, образованной при пробивке и попадает на сопла и защитные колпачки, разрушая эти детали. Тем самым существенно ухудшается качество реза. Если пробивка происходит, когда плазменный резак касается металла, то может произойти «втягивание» дуги. Если дуга «втягивается» в плазмотрон, то электрод, сопло, завихритель, а иногда, и резак целиком — разрушаются. Рекомендуемая высота пробивки равна 1.5-2 величины толщины разрезаемого плазмой металла. Следует отметить, что при пробивке достаточно толстого металла рекомендуемая высота получается слишком большой, дежурная дуга не достает до поверхности листа металла, следовательно, процесс резки на рекомендуемой высоте начать невозможно. Однако если пробивка будет производиться на высоте, на которой плазморез может зажечь дугу, то брызги расплавленного металла могут попасть на плазмотрон. Решением этой проблемы может быть применение технологического приема под названием «подпрыжка». При отработке команды на включение резки, плазменная резка включается на небольшой высоте, затем резак поднимается вверх на заданную высоту подпрыжки, на которой брызги металла не достают до резака. После отработки пробивки резак опускается на высоту врезки и начинается движение по контуру.
Плазменная резка металла на слишком большой либо слишком малой скорости
Несоответствие скорости плазменной резки выбранному режиму существенно сказывается на качестве реза. Если установленная скорость резки слишком низкая, на вырезаемых деталях будет большое количество облоя и разнообразных наплывов металла по всей длине реза на нижней части кромки деталей. Низкие скорости резки могут стать причиной увеличения ширины реза и большого количества брызг металла на верхней поверхности деталей. Если установлена слишком высокая скорость резки, дуга будет загибаться назад, вызывая деформацию кромок вырезаемой детали, будет узкий рез, и небольшие бусинки грата и облоя в нижней части кромки реза. Грат образованный при высокой скорости резки тяжело удаляется. При правильно выбранной скорости резки количество грата, облоя и наплывов металла будет минимальным. Поверхность кромки пламенного реза при правильно выбранной скорости должна быть чистой и механическая обработка должна быть минимальной. В начале и конце реза может произойти «отклонение» дуги от перпендикуляра. Это происходит из-за того, что дуга не успевает за резаком. Отклонение дуги приводит к тому, что она врезается в боковую поверхность сопла, нарушая тем самым его геометрию. Если выполняется врезка с кромки, центр отверстия сопла должен находиться точно на линии кромки детали. Это особенно важно в комбинированных станках, в которых применяется и дыропробивная головка и плазморез. Отклонение дуги может произойти и когда плазмотрон при включенной резке проходит через край листа, или если линия выхода из контура с резкой (lead out) пересекает старый рез. Необходима точная настройка параметров времени, чтобы уменьшить проявления этого эффекта.
Механическое повреждение или поломка плазменного резака
Столкновения резака с листом, вырезанными деталями или ребрами раскроечного стола могут полностью вывести резак из строя. Столкновений резака с вырезаемыми деталями можно избежать, если в управляющей программе задавать холостые проходы вокруг, а не над вырезанными деталями. Например, в программе оптимального раскроя ProNest производства MTC-Software присутствует такая возможность, что позволяет свести риск поломки плазмотрона к минимуму и сэкономить значительные средства. Стабилизаторы высоты резака также обеспечивают некоторую защиту от столкновений с металлом. Однако, если используется только лишь датчик высоты резака по напряжению дуги, то в конце реза могут происходить «клевки», т.к. напряжение дуги меняется в результате ее «отклонения» и резак опускается вниз чтобы его компенсировать. В системах ЧПУ применяется многоуровневая система защиты от столкновения с металлом. Используется как датчик касания, измеряющий сопротивление между антенной вокруг резака и листом, емкостной датчик и датчик напряжения дуги. Это позволяет в полной мере использовать преимущества каждого из типов датчиков. Также, для защиты резака можно применять «ломкие» кронштейны, которые при столкновении сломаются быстрее, чем плазменный резак. Таким образом, грамотный оператор машины плазменной резки может сэкономить своему предприятию огромные деньги, время и накладные расходы на плазменную резку. Результатом работы хорошего оператора МТР будет возросшая рентабельность плазменной резки и увеличение прибыли предприятия в целом.

Во время выполнения работ по плазменной резке нередко допускаются типичные ошибки, влекущие за собой повышение себестоимости работ. Выделим основные из них.
1. Несвоевременная замена сменных комплектующих плазмотрона (сопла, электроды и т. д.). Использование изношенных элементов негативно отражается на качестве реза, сокращает рабочий ресурс других деталей и самого плазмотрона. В случае же преждевременной замены режущих компонентов фактически происходит снижение их КПД, так как они не «вырабатывают» себя полноценно. Таким образом, как преждевременная, так и запоздалая процедура замены режущих элементов влечет за собой последствия в виде увеличения себестоимости выполняемых работ. Квалифицированный специалист, систематически осматривая оборудование, может оценить и произвести замену соответствующих деталей вовремя.
2. Применение некорректных режимов резки при осуществлении тех или иных операций напрямую может сказаться на ресурсе рабочих деталей. К примеру, не следует работать на оборудовании при силе тока, превышающей 95% от максимально возможной.
3. Неаккуратное использование плазмотрона во время работы. В обычном рабочем порядке, при порезке металла, на плазмотрон попадают раскаленные брызги, образуется нагар, металлическая пыль и т. д. Это не может не сказываться негативно на состоянии оборудования и приводит к его преждевременному выходу из строя либо к ускоренному износу рабочих элементов. Возникновение подобных проблем устранить несложно, используя специальный защитный кожух, который периодически нужно очищать обычным напильником от перечисленных выше механических образований. Сам плазмотрон также требует систематического ухода в виде очищения его от пыли и грязи.
4. Неосуществление контроля расхода охладителя и плазмообразующего газа. Замасленность, давление, соответствующие параметры влажности – все эти критерии являются очень важными для качественной работы плазмотрона. Пониженное относительно нормы давление скажется на увеличении диаметра дуги, это сократит рабочий ресурс электрода и сопла, а точность вырезки и качество поверхности реза значительно ухудшится. Чрезмерная замасленность и некорректные условия влажности могут привести к электрическому пробою прибора. При отсутствии качественной работы охладителя произойдет перегрев плазмотрона, что отразится на его рабочих элементах, вплоть до полного выхода из строя оборудования.
5. Непрорез. В случае непрореза и при пробивке расплавленные металлические брызги устремляются вверх, попадая на плазмотрон. В этом же случае оборудование начинает работать в режиме повышенного тока, что, как уже было сказано, сокращает его рабочий ресурс, а также может привести к разрушению всего механизма.
 6. Некорректно выбранный скоростной режим при порезке. Ярким симптомом неверно установленной скорости резки является появление трудноотделимого грата на нижней кромке среза. Параметр точности при вырезании какой-либо детали также будет страдать, если скоростной режим установлен ниже необходимого. При превышении показателя скорости повышается вероятность непрореза детали и приводит к «отставанию» дуги, что может повлиять на перпендикулярность кромок среза.
6. Некорректно выбранный скоростной режим при порезке. Ярким симптомом неверно установленной скорости резки является появление трудноотделимого грата на нижней кромке среза. Параметр точности при вырезании какой-либо детали также будет страдать, если скоростной режим установлен ниже необходимого. При превышении показателя скорости повышается вероятность непрореза детали и приводит к «отставанию» дуги, что может повлиять на перпендикулярность кромок среза.
7. Растяжение дуги. Эта ошибка зачастую возникает в начале и в конце процесса резки. При этом поверхность становится шероховатой, а кромки среза получаются не перпендикулярными. В некоторых случаях это приводит к нестабильному горению дуги.
8. Механическое повреждение плазмотрона является, пожалуй, наиболее радикальной ошибкой. Нередко повреждаются одновременно и элементы крепления, что происходит из-за контакта с препятствием (например, неровность металлического листа) на линии движения плазмотрона. С целью устранения такого дефекта используются стабилизаторы высоты, работающие по принципу измерения напряжения дуги, емкости межэлектродного участка и т. п. Однако такие устройства не всегда эффективны, особенно при высокой скорости резки.
Как видим, большинство ошибок случается из-за невнимательности или отсутствии должной квалификации обслуживающего станок плазменной резки персонала. К счастью, рады вам сообщить, что у нас подобных оплошностей не случается. Весь персонал обучен и ответственно относится к выполнению своих обязанностей. Поэтому можете смело заказывать услуги плазменной резки металла по низким ценам.
При выполнении работ связанных с резкой металла на станках с ЧПУ можно выделить наиболее типичные ошибки, которые гарантированно ведут к повышению итоговой стоимости таких работ:
1. Первой ошибкой зачастую является несвоевременная замена расходки плазмотрона (сопла, электроды, завихритель и т.п.).
Использование расходных частей с дефектами, выходящими за расчетные параметры — типичное нарушение, при запоздалой замене, ведет к ухудшению качества реза, неровной кромке, сокращению срока службы остальных деталей и самого резака. При преждевременной замене элементов(когда все параметры расходных частей ещё находятся в пределах нормы), нет абсолютно никаких негативных последствий для оборудования, но расходные части не отрабатывают свой полный ресурс, заложенный заводом производителем, что в свою очередь увеличивает себестоимость такой работы.
Опытный оператор оборудования в состоянии исключить ошибки такого характера, осматривая состояние расходных частей визуально, через регламентированные промежутки времени, оценивая пригодность и уровень выработки деталей для дальнейшей работы.
2. Вторая распространенная ошибка в условиях производства — применение не соответствующих режимов резки, что значительно сокращает срок службы расходки.
Крайне не рекомендуется долговременное использование оборудования, на тока превышающих 95% от максимального значения, заявленного производителем. Не стоит с попустительством относиться к состоянию плазменного источника в процессе работы — должны быть запланированы мероприятия по техническому обслуживанию, исходя из состояния оборудования и условий, в которых оно работает. В процессе работы узлы плазмотрона загрязняются нагаром от обрабатываемого металла, грязью, пылью, металлическими частицами и прочим, что при не своевременном уходе так же может привести к преждевременному выходу оборудования из строя, за счет электрического пробоя или недостатка охлаждения, при работе на режимах близких к максимальным. Для минимизации влияния внешних факторов на плазмотрон одевается защитный кожух, с последующей переодической ревизией.
3. Отсутствующий контроль за расходом охлаждающего газа. Для стабильной работы оборудования плазмообразующий газ должен соответствовать расчетным характеристикам — по содержанию воды, масляной взвеси, давлению и количеству подачи (производительность подачи).
В случае большой влажности воздуха и/или присутствию обильных маслянных паров в подаваемом воздухе чрезвычайно повышается вероятность электрического пробоя внутри плазмотрона. При несоттветствии давления подачи газа, или производительности насоса (при длинном резе насос может не успевать подавать необходимое давление на плазмотрон, например при опустошенном рессивере) возникает чрезвычайная нестабильность диаметра дуги — диаметр дуги начинает «плавать», что отражается на точности и качестве реза, а так же получаемой кромки, значительно сокращает срок службы электродов и сопел. При существенном недостатке охлаждающего газа, либо при неправильно подключенном охладителе происходит перегрев плазмотрона, при котором с большой долей вероятности выйдут из строя раньше времени различные его части.
4. Неправильная сборка резака — плазмотрон должен быть собран так, чтобы все его части были выровненны относительно другдруга и плотно прилегали друг к другу, что обеспечит отличный контакт при работе с резаком.
Храните запасные и расходные части в чистом месте, чтобы избежать загрязнения металлической стружкой и пылью. При сборке стоит смазать уплотнительное кольцо — но лишь чтобы оно слегка блестело — это важно. Завихритель может забиться излишним количеством смазки, нанесенным при сборке, при том на смазку отлично налипает металлическая пыль, которая приводит к неконтролируемому процессу образования плазмы внутри резака, что грозит выходом плазмотрона из строя.
5. Непрорез — при неудачной пробивке металла и непрорезе брызги расплавленного металла устремляются вверх, в сопло плазмотрона.
При нормальном процессе резки металла все искры, расплавленный метал, окалины и металлосодержащая пыль должны быть сдуты вниз в поддерживающий стол или вбок, вдоль металла, кроме того, в то самое время, пока не зажглась стабильная плазменная дуга, плазмотрон работает на повышенных токах, что значительно сокращает срок его службы, срок службы расходных частей и может привести к значительным повреждениям высоковольтной части оборудования.
6. Слишком большая или малая скорость резки. При наличии трудноотделимого от заготовки грата на нижней кромке резки стоит задуматься о целесообразности подбора отличной от текущей скорости реза.
При слишком медленной резке листа значительно увеличивается ширина получаемого разреза, что приводит к снижению точности соответствия заготовки и чертежа, заложенного в программу ЧПУ. Завышение же скорости резки увеличивает шансы на «непрорез» металла доконца и приводит к «отставанию дуги» от плазмотрона, что может сместить получаемую кромку вырезаемой заготовки от заданных параметров (не перпендикулярность кромки реза оси плазмотрона). Увидеть слишком быстрый рез можно по направлению температурного рисунка на срезе металла. При слишком быстром резе металл не успевает выдуть из разреза и рез идет наискосок, как бы не поспевая за плазмотроном.
7. Растянутая дуга реза. При растяжении дуги возможно повреждения узлов плазмотрона нестабильно горящей дугой.
Дуга «растягивается», рез становится не перпендикулярным, увеличивается шероховатость поверхности, когда разрезаемая заготовка или лист металла имеет неровности, а станок с ЧПУ не имеет стабилизатора высоты и не может компенсировать подобные огрехи. Самое безобидное что может случиться — плазмотрон встретиться с разрезаемым листом металла, получая повреждения расходных частей, которые зачастую уносят с собой элементы крепления к плазмотрону, в худшем же случае он может отдалиться от разрезаемой заготовки на столько, что начнется нестабильное горение дуги, произойдет пробой, который выведет из строя плазмотрон.
Для устранения неполадок, связанных с изменением высоты плазмотрона над заготовкой целесообразно применять качественные контроллеры высоты, например датчик производства Hypertherm — «Система Sensor™ PHC» или «Система регулировки высоты резака Sensor», ведь из за высоких скоростей резки устройства низкого качества могут не успевать срабатывать, что повлечет за собой длительные простои для выявления поломки, определения перечня необходимых запасных частей (которые в таких случаях не всегда имеются на производстве) и устранение неисправности, что влечет за собой дополнительное удорожание цены производства конечного изделия.
8. Применение правильного угла резки для используемого типа расходных частей плазмотрона.
Для резки под прямым углом стоит использовать специальные расходые части Hypertherm — FineCut, при использовании которых стоит ожидать, что на поверхности металла останется менее 5 мм металла, оставшегося от срезанного профиля или проушины.
Вы всегда можете заказать новые запасные части, расходные материалы и сервисное обслуживание, обратившись к нашим Менеджерам, по телефону 8(800)775-08-50 или написать на почту svarka@centresm.ru
При резке металла плазменно-дуговым оборудованием даже опытные и квалифицированные операторы могут допускать ошибки. Они, в свою очередь, могут повлечь длительные простои и колоссальные убытки. В этом обзоре — наиболее частые ошибки при работе с плазморезом и способы их предотвращения.
Ошибки при работе с расходниками
Неправильной является как преждевременная замена расходных деталей, так и их использование до полного износа. В первом случае последствие очевидно — неоправданно высокие издержки на новые расходники. Во втором случае включается технический фактор: при эксплуатации чрезмерно изношенных расходников нередко повреждаются металлические детали в хорошем состоянии.
Для предотвращения этих ошибок ведите учёт срока службы расходников, рассчитывайте приблизительное время их замены, контролируйте состояние сопла и вставки из гафния в центре электрода. Есть признаки, однозначно указывающие на износ сопла и электрода:
- звук плазменной дуги стал нехарактерным;
- высоту плазмотрона приходится чрезмерно уменьшать, чтобы добиться надёжной пробивки металлической заготовки;
- пламя дуги приобрело зелёный оттенок.
Имеет значение и качество реза металла плазменно-дуговым оборудованием: если оно заметно снизилось, расходные детали наверняка износились и нуждаются в замене.
Ошибки при сборке
Правильно собранный резак не препятствует интенсивному потоку охлаждающей жидкости и газа, создаёт надёжный электрический контакт. При небрежной сборке нередко допускают ошибку — не выравнивают детали резака и не контролирует плотность их соприкосновения. Кроме того, сборку иногда выполняют при сильном загрязнении деталей резака и рабочего места, что также недопустимо.
Есть правило, касающиеся смазывания уплотнительного кольца резака. На него нужно наносить небольшое количество смазки — так, чтобы оно лишь слегка блестело. Чрезмерное количество смазки может забить завихритель газа — а это, в свою очередь, вызовет бесконтрольное зажигание дуги и быструю поломку резака. Не допускайте эту ошибку — смазывайте уплотнительное кольцо дозированно и аккуратно.
Неверное определение параметров
Нередко операторы допускают ошибку при определении силы тока для плазменной резки. Правило таково: она должна равняться 95% от номинального значения для используемого сопла. Отклонение приведёт к негативным последствиям:
- при чрезмерной силе тока сопло будет быстро изнашиваться и преждевременно выйдет из строя;
- при слишком низкой силе тока создаваемый на металлической заготовке разрез будет некачественным, неоднородным и зашлакованным.
Перед началом работы важно правильно подобрать расходные детали с учётом нескольких критериев. Имеют значение рабочий ток, толщина металлической заготовки, металл, из которого она изготовлена, защитный газ (при необходимости его использования), давление воздуха. Определяйте соответствие расходных деталей этим критериям, руководствуясь справочником оператора.
Ошибки при управлении плазморезом
Это — одна из самых обширных групп ошибок. В неё можно включить:
- прожиг металла на чрезмерно малой высоте. Если при этой операции резак находится слишком низко, брызги расплавленного металла попадают на защитный колпачок и сопло, что влечёт их преждевременный выход из строя. Если при прожиге резак контактирует с заготовкой, дуга «подавляется», что влечёт поломку расходных деталей — завихрителя газа, сопла и электрода, а иногда и самого резака;
- столкновения резака с металлической заготовкой. Эти инциденты, способные повлечь неустранимую поломку, нередко происходят из-за ошибок в программировании траектории движения резака. Выполняйте программирование ответственно, не пренебрегайте датчиками, следящими за высотой резака;
- неправильную скорость создания реза. Если она слишком высока, дуга будет «запаздывать», и на обрабатываемой детали появятся затвердевшие несрезанные фрагменты металла. Если скорость слишком низкая, по всей длине реза возникнут металлические наплывы, а ширина раскроя недопустимо увеличится;
- неправильное давление газа, образующего плазму. Если оно чрезмерно, электрод будет слишком быстро изнашиваться, а розжиг дуги существенно затруднится. Если оно недостаточно, износ расходных деталей ускорится, они будут быстро выходить из строя;
- пренебрежение защитными приспособлениями. Во время плазменной резки образуются нагар и раскалённые брызги расплавленного металла. Чтобы защитить от них детали оборудования, применяйте специальные защитные кожухи. Чтобы эти приспособления долгое время исправно служили, регулярно очищайте их — например, напильником.
«Растяжение» дуги
Этот эффект, способный привести к негативным последствиям, возникает в нескольких случаях:
- в начале реза и его конце. Дуге на этих участках металлической заготовки приходится «растягиваться» для того, чтобы войти в контакт с обрабатываемой деталью;
- при совместном использовании вырубного пресса и плазменной резки, если дуга разжигается из предварительно созданного отверстия.
Во всех этих случаях «растянутая» дуга может повредить сопло резака — прожечь его боковую стенку. Чтобы избежать этого, на краю заготовки дугу нужно разжигать, когда сопло расположено в непосредственной близости к металлу строго на линии будущего реза. При начале обработки из проделанного отверстия дугу нужно разжигать не из его центра, а возле его края.
Пренебрежение техническим обслуживанием
Такое обслуживание подразумевает регулярное выполнение целого ряда операций:
- очистку каналов, предназначенных для подачи плазмообразующего газа и охлаждающей жидкости;
- удаление загрязнений с резьбы резака;
- очистку опорных поверхностей.
Не пренебрегайте этими операциями — выполняйте их по мере необходимости. Сначала удалите грубые загрязнения — стружку, пятна масла и прочие. После этого выполните тщательную очистку поверхностей специальным чистящим средством (подойдёт и обычная перекись водорода). Соблюдая эти правила, вы продлите срок службы резака до нескольких месяцев или лет.
В качестве заключения
Теперь вы владеете информацией об основных ошибках, допускаемых при работе с плазморезом. Будьте внимательны и предотвращайте перечисленные проблемы. Так вы сделаете работу безопасной, продлите срок службы дорогостоящего оборудования и повысите финансовую эффективность плазменной резки.
Аппарат плазменной резки LGK-120 HD
LGK-120 HD — это профессиональный аппарат предназначенный для ручной/автоматической резки…
Цена по запросу
Купить
Аппарат плазменной резки LGK-200 HD
LGK-200 HD — это профессиональный аппарат предназначенный для ручной/автоматической резки…
Цена по запросу
Купить
Аппарат плазменной резки LGK-300 HD
LGK-300 HD — это профессиональный аппарат предназначенный для ручной/автоматической резки…
Цена по запросу
Купить
Аппарат плазменной резки LGK-400 HD
LGK-400 HD — это профессиональный аппарат предназначенный для ручной/автоматической резки…
Цена по запросу
Купить
Посмотреть все
Использование расходных материалов до тех пор, пока они не выйдут из строя
Если посмотреть на ряд деталей одного типа, которые были вырезаны при таком подходе, можно безошибочно определить те детали, на которых сопло или электрод были уже «на подходе». Использование сильно изношенных сопел и электродов может не только привести к браку при вырезке детали, но и стать причиной дорогостоящего ремонта пламенного резака и даже аппарата плазменной резки, во время которого машина плазменной резки будет простаивать. Выход из строя сопел и электродов можно легко предупредить по нескольким признакам, которые выдают изношенные расходники. Опытный оператор по звуку резки и цвету пламени дуги (при выгорании циркониевой вставки оно приобретает зеленоватый оттенок), а также по необходимости уменьшать высоту плазмотрона при пробивке, всегда скажет Вам, когда пора менять электрод. Также, одним из лучших способов оценки состояния деталей резака является качество реза. Если качество реза внезапно начинает ухудшаться, то это повод проверить состояние сопла и электрода. Разумным подходом является ведение журнала со средним временем работы электрода или сопла от замены до замены. Сопло и электрод могут выдерживать разное количество пробивок в зависимости от тока резки, типа и толщины материала. Например, при резке нержавеющей стали требуется более частая замена расходников.
Однажды определив по такому журналу среднее время жизни электрода для каждого конкретного вида вырезаемых деталей, можно выполнять плановую замену сопел и электродов, не доводя до появления брака в вырезаемых деталях или до поломки пламенного резака.
Слишком частая замена сопел и электродов
Среди использованных сопел и электродов достаточно часто можно встретить такие, которые еще можно использовать при резке. Излишне частая замена расходников также очень распространена среди операторов металлорежущих станков с ЧПУ, и в особенности, машин плазменной резки. При замене сопла или электрода оператор должен четко знать, на что обращать внимание. Сопло требует замены в следующих ситуациях:
1. Если сопло имеет деформации снаружи или изнутри. Это часто бывает при слишком маленькой высоте пробивки и при непрорезе металла. Расплавленный металл попадает на внешнюю поверхность сопла или защитного колпака и деформирует ее.
2. Если выходное отверстие сопла по форме отличается от окружности. При большой высоте пробивки, если движение начинается до прореза металла, то дуга отклоняется от перпендикуляра к листу и проходит через край отверстия сопла. Чтобы определить, изношен ли электрод, нужно посмотреть на вставку из металла серебристого цвета на торце медного электрода (как правило, используется сплав циркония, гафния или вольфрама). В общем случае, электрод считается работоспособным, если этот металл вообще есть и глубина лунки на его месте не превышает 2 мм для воздушно-плазменной или кислородно-плазменной резки. Для резки плазмой в среде защитного газа (азота или аргона) глубина лунки может достигать 2,2 мм. Завихритель нуждается в замене лишь в том случае, если при тщательном осмотре можно выявить забитые отверстия, трещины, следы вызванные попаданием дуги, или сильный износ. Завихрители особенно часто заменяются преждевременно. То же самое касается и защитных колпаков которые нуждаются в замене только в случае физического повреждения. Очень часто защитные колпачки могут быть очищены наждачной бумагой и использованы вновь.
Использование неправильных настроек параметров плазменной резки и расходных материалов
Выбор расходников при плазменной резке зависит от вида разрезаемого металла (сталь, медь, латунь, нержавейка и т.д.), от его толщины, выставленного тока дуги на аппарате плазменной резки, плазмообразующего и защитного газов и т.д. Справочное руководство оператора машины плазменной резки описывает, какие расходные материалы использовать в случае разных режимов процесса резки. Указанные в инструкции оператора режимы, рекомендации относительно настроек плазменной резки следует соблюдать. Использование расходных материалов (сопел, электродов) несоответствующих текущему режиму плазменной резки обычно приводит к ускоренному выходу расходников из строя и к значительному ухудшению качества пламенного реза. Очень важно выполнять плазменную резку металла именно с тем током дуги, на который расчитаны используемые расходные материалы. Например, не стоит резать металл плазмой на 100 амперах, если в плазменном резаке стоит сопло на 40 ампер, и т.д. Самое высокое качество реза достигается, когда ток на аппарате плазменной резки выставлен на 95% от номинального тока резки, на который рассчитано сопло. Если установлен режим плазменной резки с заниженным током дуги, то рез будет зашлакованный, и на обратной стороне вырезаемых деталей будет значительное количество грата, пламенный рез будет неудовлетворительного качества. Если установленный на установке плазменной резки ток слишком высок, то срок службы сопла значительно сокращается.
Неправильная сборка плазменного резака
Пламенный резак должен быть собран таким образом, чтобы все его детали плотно прилегали друг к другу, и не было бы впечатления «разболтанности». Плотность прилегания деталей плазмотрона обеспечивает хороший электрический контакт и нормальную циркуляцию воздуха и охлаждающей жидкости через плазменный резак. Во время замены расходных материалов нужно стараться разбирать плазменный резак на чистой поверхности, чтобы грязь и металлическая пыль, образующиеся при плазменной резке, не загрязнили плазмотрон. Чистота при сборке/разборке плазменного резака очень важна и, тем не менее, это требование часто не соблюдается.
Невыполнение регулярного планового обслуживания плазмотрона
Плазменный резак может работать в течение многих месяцев, и даже лет без должного обслуживания. И, тем не менее, газовые каналы и каналы охлаждающей жидкости внутри плазменного резака должны содержаться в чистоте, посадочные места сопел и электродов должны проверяться на предмет загрязнения или повреждений. Грязь, металлическая пыль должны удаляться из плазменного резака. Для чистки плазмотрона следует использовать чистую хлопчатобумажную тряпочку и жидкость для чистки электрических контактов либо перекись водорода.
Резка металла без проверки давления плазмообразующего газа или подачи охлаждающей жидкости в плазморез
Расход и давление плазмообразующего газа и охлаждающей жидкости нужно проверять ежедневно. Если расход недостаточный, детали резака не будут в должной степени охлаждаться и их срок службы будет снижен. Недостаточный проток охлаждающей жидкости из-за изношенного насоса, забитых фильтров, недостаточного количества охлаждающей жидкости, является распространенной причиной поломок плазменных резаков. Постоянное давление плазмообразующего газа очень важно для поддержания режущей дуги и для качественного реза. Избыточное давление плазмообразующего газа является распространенной причиной затрудненного поджига плазменной дуги, притом, что все остальные требования к настройкам, параметрам и процессу плазменной резки полностью удовлетворены. Слишком высокое давление плазмообразующего газа является причиной быстрого выхода из строя электродов. Плазмообразующий газ обязательно должен быть очищен от примесей, т.к. его чистота оказывает сильное влияние на срок службы расходных материалов и плазмотрона в целом. Компрессоры, подающие воздух в аппараты плазменной резки имеют тенденцию к загрязнению воздуха маслами, влагой и мелкими частицами пыли.
Пробивка при малой высоте плазмотрона над металлом
Расстояние между заготовкой и срезом сопла плазмотрона оказывает огромное влияние, как на качество реза, так и на срок службы расходных материалов. Даже небольшие изменения в высоте плазменного резака над металлом могут значительно повлиять на скосы на кромках вырезаемых деталей. Высота плазменного резака над металлом во время пробивки особенно важна. Распространенной ошибкой является пробивка при недостаточной высоте плазмотрона над металлом. Это приводит к тому, что расплавленный металл выплескивается из лунки, образованной при пробивке и попадает на сопла и защитные колпачки, разрушая эти детали. Тем самым существенно ухудшается качество реза. Если пробивка происходит, когда плазменный резак касается металла, то может произойти «втягивание» дуги. Если дуга «втягивается» в плазмотрон, то электрод, сопло, завихритель, а иногда, и резак целиком — разрушаются. Рекомендуемая высота пробивки равна 1.5-2 величины толщины разрезаемого плазмой металла. Следует отметить, что при пробивке достаточно толстого металла рекомендуемая высота получается слишком большой, дежурная дуга не достает до поверхности листа металла, следовательно, процесс резки на рекомендуемой высоте начать невозможно. Однако если пробивка будет производиться на высоте, на которой плазморез может зажечь дугу, то брызги расплавленного металла могут попасть на плазмотрон. Решением этой проблемы может быть применение технологического приема под названием «подпрыжка». При отработке команды на включение резки, плазменная резка включается на небольшой высоте, затем резак поднимается вверх на заданную высоту подпрыжки, на которой брызги металла не достают до резака. После отработки пробивки резак опускается на высоту врезки и начинается движение по контуру.
Плазменная резка металла на слишком большой либо слишком малой скорости
Несоответствие скорости плазменной резки выбранному режиму существенно сказывается на качестве реза. Если установленная скорость резки слишком низкая, на вырезаемых деталях будет большое количество облоя и разнообразных наплывов металла по всей длине реза на нижней части кромки деталей. Низкие скорости резки могут стать причиной увеличения ширины реза и большого количества брызг металла на верхней поверхности деталей. Если установлена слишком высокая скорость резки, дуга будет загибаться назад, вызывая деформацию кромок вырезаемой детали, будет узкий рез, и небольшие бусинки грата и облоя в нижней части кромки реза. Грат образованный при высокой скорости резки тяжело удаляется. При правильно выбранной скорости резки количество грата, облоя и наплывов металла будет минимальным. Поверхность кромки пламенного реза при правильно выбранной скорости должна быть чистой и механическая обработка должна быть минимальной. В начале и конце реза может произойти «отклонение» дуги от перпендикуляра. Это происходит из-за того, что дуга не успевает за резаком. Отклонение дуги приводит к тому, что она врезается в боковую поверхность сопла, нарушая тем самым его геометрию. Если выполняется врезка с кромки, центр отверстия сопла должен находиться точно на линии кромки детали. Это особенно важно в комбинированных станках, в которых применяется и дыропробивная головка и плазморез. Отклонение дуги может произойти и когда плазмотрон при включенной резке проходит через край листа, или если линия выхода из контура с резкой (lead out) пересекает старый рез. Необходима точная настройка параметров времени, чтобы уменьшить проявления этого эффекта.
Механическое повреждение или поломка плазменного резака
Столкновения резака с листом, вырезанными деталями или ребрами раскроечного стола могут полностью вывести резак из строя. Столкновений резака с вырезаемыми деталями можно избежать, если в управляющей программе задавать холостые проходы вокруг, а не над вырезанными деталями. Например, в программе оптимального раскроя ProNest производства MTC-Software присутствует такая возможность, что позволяет свести риск поломки плазмотрона к минимуму и сэкономить значительные средства. Стабилизаторы высоты резака также обеспечивают некоторую защиту от столкновений с металлом. Однако, если используется только лишь датчик высоты резака по напряжению дуги, то в конце реза могут происходить «клевки», т.к. напряжение дуги меняется в результате ее «отклонения» и резак опускается вниз чтобы его компенсировать. В системах ЧПУ применяется многоуровневая система защиты от столкновения с металлом. Используется как датчик касания, измеряющий сопротивление между антенной вокруг резака и листом, емкостной датчик и датчик напряжения дуги. Это позволяет в полной мере использовать преимущества каждого из типов датчиков. Также, для защиты резака можно применять «ломкие» кронштейны, которые при столкновении сломаются быстрее, чем плазменный резак. Таким образом, грамотный оператор машины плазменной резки может сэкономить своему предприятию огромные деньги, время и накладные расходы на плазменную резку. Результатом работы хорошего оператора МТР будет возросшая рентабельность плазменной резки и увеличение прибыли предприятия в целом.

Опытному оператору, в распоряжении которого имеется правильно обслуживаемое оборудование плазменно-дуговой резки, удается избежать ситуаций, которые могут повлечь многочасовые простои оборудования ремонтной мастерской. Кроме того, он может сэкономить эксплуатационные затраты на тысячи долларов. Такая экономия позволит повысить прибыль выполняемых работ по резке материалов и прибыль вашей компании в целом. Следует избегать ошибок, которые описаны ниже:
- Использование расходных деталей до отказа
Среди использованных деталей, которые Вы выбрасываете, наверняка есть те, которые эксплуатировались до отказа. При использовании сильно изношенных расходных деталей могут разрушаться металлические части в хорошем состоянии. Кроме того, это может привести к затратным поломкам резака и длительному простою, которого можно было бы избежать. Эксплуатация деталей до отказа — это ошибка, которую можно легко избежать. Есть несколько признаков износа расходных деталей. Очень часто опытный оператор может выявить износ деталей по звуку или цвету дуги либо по небольшим изменениям высоты резака. Однако самый лучший способ узнать состояние деталей резака состоит в том, чтобы периодически проверять качество кромки реза металла и детали резака, когда качество резки начнет снижаться. Ведите учет среднего срока службы деталей (может выражаться в количестве зажиганий или в фактическом времени «на дуге») и рассчитайте ориентировочные ожидаемые сроки службы деталей в зависимости от силы тока, разрезаемого материала и его толщины. Имея данные среднестатистического срока службы деталей, оператор будет знать, когда проверять и заменять их, не доводя до возникновения неустранимых отказов. - Замена расходных деталей
Среди использованных деталей, которые Вы выбрасываете, наверняка есть те, которые еще можно использовать. Распространенная привычка слишком часто менять расходные детали приводит к неоправданным затратам. Когда оператор меняет детали, ему (ей) необходимо знать, на что обратить внимание. Если на внутренней или внешней поверхности сопла есть выемки либо отверстие в результате износа утратило округлую форму, то такое сопло подлежит замене. При отсутствии таких признаков можно продолжать использовать сопло. Чтобы узнать степень износа электрода, проверьте изъязвление элемента электрода (элемент представляет собой вставку серебряного цвета в медном держателе; если в качестве плазмообразующих газов используются воздух и O2, то вставка выполнена из гафния; если в качестве плазмообразующих газов используются N2 или Ar-H2 — из вольфрама). Как правило, глубина изъязвления не должна превышать 2,38 мм, если в качестве плазмообразующих газов используются воздух и O2, и 3,18 мм для N2 или Ar-H2). Завихрители газа подлежат замене только в тех случаях, когда при тщательном осмотре в отверстиях выявляются грязь или смазка, трещины, дуговые прожоги или чрезмерный износ. Завихрители газа часто заменяются преждевременно. Сказанное точно так же относится к защитным колпачкам, которые должны заменяться только при наличии признаков физического повреждения. Часто защитные колпачки можно очистить от брызг металла и использовать повторно. - Использование неправильных параметров и деталей для задания
Выбор расходных деталей зависит от разрезаемого материала и его толщины, силы тока, плазмообразующего газа и других параметров резки. В руководстве оператора указано, какие расходные детали подходят для различных типов резки. Использование неподходящих расходных деталей может привести к сокращению срока службы деталей и снижению качества резки.Особенно важно эксплуатировать детали при номинальной силе тока. Наилучшего качества резки и наиболее продолжительного срока службы деталей можно достичь, если установить силе тока значение, которое составляет 95 % от номинальной характеристики для сопла. Если сила тока слишком низкая, разрез будет неоднородным. Слишком высокая сила тока сокращает срок службы сопла. - Неправильная сборка резака
Резак должен быть собран так, чтобы его детали были выровнены и плотно прилегали друг к другу. Это позволит обеспечить хороший электрический контакт и правильный поток газа и охлаждающей жидкости через резак. Выполняя замену деталей, храните расходные детали в чистом пакете, чтобы не допустить загрязнения резака грязью или металлической пылью. При сборке резака очень важно соблюдать чистоту. Этим часто пренебрегают. При нанесении смазки на уплотнительное кольцо оно должно лишь слегка блестеть. Если нанести много смазки, завихритель газа может забиться, а резак может загрязниться металлической пылью. Это может привести к неконтролируемому зажиганию дуги в плазменной камере и в конечном итоге к выходу резака из строя. Запрещается наносить смазку на резаки, поскольку это может привести к разрушительному воздействию дуги и возгораниям внутри резака. - Несоблюдение расписания планового техобслуживания
При должном уходе резаки могут работать на протяжении месяцев или даже лет. Должна соблюдаться чистота резьбы резака, а опорные поверхности необходимо проверять на загрязнение и механические повреждения. Необходимо очистить резак от любой грязи, металлической пыли или излишней смазки уплотнительного кольца. Для очистки резака воспользуйтесь ватной палочкой со средством для очистки электрических контактов или перекисью водорода. - Игнорирование проверки потока газа или охлаждающей жидкости
Поток и давление газа и охлаждающей жидкости следует проверять каждый день. Если скорость потока недостаточна, расходные детали не будут охлаждаться должным образом, вследствие чего уменьшится срок их службы. Неправильный поток охлаждающей воды из-за закупоренных фильтров, низкого уровня охлаждающей жидкости — это самая распространенная причина выхода из строя деталей и резака. Постоянное давление газа важно для поддержки режущей дуги. Избыточное давление газа — самая распространенная причина затрудненного зажигания дуги. Под этим подразумевается ситуация, при которой резаку не удается зажечь дугу, когда все остальные условия для нормальной работы соответствуют требуемым. Слишком высокое давление газа также приведет к быстрому разрушению электродов. Точно так же, необходимо поддерживать чистоту плазмообразующего газа, чтобы не допустить сокращения срока службы расходных деталей и резака. В системах со сжатым воздухом газы особенно подвержены загрязнению маслом и частицами, а также попаданию влаги. - Прожиг на слишком низкой высоте
Расстояние между заготовкой и наконечником резака (отклонение) имеет решающе важное значение как для качества резки, так и для срока службы расходных деталей. Даже небольшие изменения высоты резака могут повлиять на угловатость поверхности резки. Особенно важна высота резака при выполнении прожига. Одна из распространённых ошибок — выполнять прожиг слишком низко. Это приводит к тому, что расплавленный металл забрызгивает передний край сопла и защитного колпачка, вызывая повреждения деталей и последующее ухудшение качества резки. «Подавление» дуги может происходить, даже если резак выполняет прожиг в контакте с металлом или скользит по поверхности при резке. «Подавленная» дуги приводит к разрушению электрода, сопла, завихрителя газа, в некоторых случаях и самого резака. Прожиг на высоте, которая превышает рекомендуемую в 1,5–2 раза, защищает резак и детали от повреждений. - Слишком быстрая или слишком медленная резка
Слишком быстрая или слишком медленная резка может привести к ухудшению качества резки. Если скорость резки слишком низкая, на кромках вырезанных деталей образуется «окалина низкой скорости резки», которая представляет собой большие пузырчатые отложения окалины вдоль нижней кромки. Низкие скорости могут также привести к расширению разреза и вызвать чрезмерное верхнее разбрызгивание. Если скорость резки слишком большая, то дуга будет запаздывать с перемещением по разрезу, что приведет к образованию скошенных кромок, узкого разреза и небольших затвердевших полосок окалины вдоль нижней кромки реза. Окалину, образовавшуюся при высокой скорости резки, тяжело удалить. При правильной скорости резки образование окалины будет минимальным, что позволит получить чистую кромку, которая требует меньше доработки перед передачей детали на следующий этап производственного процесса. - «Растяжение» дуги
Растяжение дуги может происходить в начале и конце реза, если дуга должна «растянуться» (отклониться от прямой перпендикулярной траектории), чтобы войти в контакт с металлом. Растяжение дуги может привести к прожигу боковой стенки сопла. При пуске на краю заготовки плазменную дугу нужно зажигать, когда отверстие сопла находится строго по центру над краем заготовки. Об этом важно помнить при комбинированной обработке металла плазменной резкой и вырубным прессом, когда дуга отклоняется от прямой перпендикулярной траектории, чтобы войти в контакт с металлом. Растяжение дуги может привести к прожигу боковой стенки сопла. При пуске на краю заготовки плазменную дугу нужно зажигать, когда отверстие сопла находится строго по центру над краем заготовки. Об этом важно помнить при комбинированной обработке металла плазменной резкой и вырубным прессом, когда дуга зажигается из пробитого отверстия. В таких случаях дуга должна зажигаться на краю, а не в середине пробитого отверстия. Растяжение дуги также может происходить в конце реза, если резак запрограммирован на выход за пределы листа с включенной дугой или «выход» резака следует за разрезом предыдущего листа металла. Выбор времени сигнала гашения дуги и программирование «выхода» могут минимизировать этот эффект. - Удар резака
Установка резака на торец и удары резака могут привести к неустранимой поломке резака. Столкновения резака с заготовкой можно предотвратить, запрограммировав траекторию движения системы фигурной резки вокруг вырезанных деталей (а не над ними). Датчики высоты резака также могут обеспечить защиту от ударов резака путем корректировки высоты на отклонения ширины материала. Однако системы регулировки высоты резака на основе напряжения могут не обеспечить защиту резака. Например, если резак слишком долго двигается по траектории разреза, он часто «ныряет» в конце резки. (Система регулировки резака опускает его, чтобы скорректировать возросшее напряжение из-за растяжения дуги). Тщательное программирование выхода и работы системы регулировки высоты резака могут минимизировать этот эффект. И наконец, устройства крепления блока отключения резака могут предотвратить повреждение резака при столкновении.
1. Использование расходных деталей до отказа
При использовании сильно изношенных расходных деталей могут разрушаться другие комплектующие плазмотрона, что может привести к затратным поломкам резака и длительному простою оборудования. Самый лучший способ узнать состояние деталей резака — оценить качество кромки реза металла. Когда качество резки начнет снижаться — это свидетельствует об износе. Ведите учет среднего срока службы деталей (может выражаться в количестве зажиганий или в фактическом времени «на дуге»), имея эти данные оператор будет знать, когда проверять и заменять расходные части, не доводя до возникновения неустранимых отказов.
2. Преждевременная замена расходных деталей
Диаметрально противоположная ситуация возникает, когда выбраковываются расходные детали, не исчерпавшие свой ресурс. Решение о целесообразности замены деталей следует принимать, исходя из их фактического износа, а не количества часов работы. При проведении внешнего осмотра деталей необходимо обратить внимание на следующие моменты: наличие или отсутствие выемок на внутренней или внешней поверхности сопла, правильность формы отверстия сопла. Деталь подлежит замене только при наличии явных признаков износа. Если таковые отсутствуют, скорее всего, деталь пригодна для дальнейшего использования. Степень износа электрода определяют путем визуальной оценки глубины изъязвления гафниевой вставки в самом центре электрода. Если глубина изъязвления превышает нормативные значения, электрод необходимо заменить. Завихрители газа подлежат замене только в тех случаях, когда при тщательном осмотре в отверстиях выявляются грязь или смазка, трещины, дуговые прожоги или чрезмерный износ. То же самое относится и к защитным колпачкам, которые должны заменяться только при наличии признаков физического повреждения. Часто защитные колпачки можно очистить от брызг металла и использовать повторно.
3. Использование неправильных параметров резки и расходных деталей
Выбор расходных деталей зависит от разрезаемого материала и его толщины, силы тока, плазмообразующего газа и других параметров резки. В руководстве оператора указано, какие расходные детали подходят для различных типов резки. Использование неподходящих расходных деталей может привести к сокращению срока службы деталей и снижению качества резки. Особенно важно эксплуатировать детали при номинальной силе тока. Наилучшего качества резки и наиболее продолжительного срока службы деталей можно достичь, если установить силе тока значение, которое составляет 95 % от номинальной характеристики для сопла. Если сила тока слишком низкая, рез будет неоднородным. Слишком высокая сила тока сокращает срок службы сопла.
4. Неправильная сборка резака
Резак должен быть собран так, чтобы его детали были выровнены и плотно прилегали друг к другу. Это позволит обеспечить хороший электрический контакт и правильный поток газа и охлаждающей жидкости через резак. Выполняя замену деталей, храните расходные детали в чистом пакете, чтобы не допустить загрязнения резака грязью или металлической пылью. При сборке резака очень важно соблюдать чистоту. Этим часто пренебрегают. При нанесении смазки на уплотнительное кольцо оно должно лишь слегка блестеть. Если нанести много смазки, завихритель газа может забиться, а резак может загрязниться металлической пылью. Это может привести к неконтролируемому зажиганию дуги в плазменной камере и в конечном итоге к выходу резака из строя. Запрещается наносить смазку на резаки, поскольку это может привести к разрушительному воздействию дуги и возгораниям внутри резака.
5. Несоблюдение расписания планового техобслуживания
При должном уходе резаки могут работать на протяжении месяцев или даже лет. Должна соблюдаться чистота резьбы резака, а опорные поверхности необходимо проверять на загрязнение и механические повреждения. Необходимо очистить резак от любой грязи, металлической пыли или излишней смазки уплотнительного кольца. Для очистки резака воспользуйтесь ватной палочкой со средством для очистки электрических контактов или перекисью водорода.
6. Игнорирование проверки потока газа или охлаждающей жидкости
Поток и давление газа и охлаждающей жидкости следует проверять каждый день. Если скорость потока недостаточна, расходные детали не будут охлаждаться должным образом, вследствие чего уменьшится срок их службы. Неправильный поток охлаждающей воды из-за закупоренных фильтров, низкого уровня охлаждающей жидкости — это самая распространенная причина выхода из строя деталей и резака. Постоянное давление газа важно для поддержки режущей дуги. Избыточное давление газа — самая распространенная причина затрудненного зажигания дуги. Под этим подразумевается ситуация, при которой резаку не удается зажечь дугу, когда все остальные условия для нормальной работы соответствуют требуемым. Слишком высокое давление газа также приведет к быстрому разрушению электродов. Точно так же, необходимо поддерживать чистоту плазмообразующего газа, чтобы не допустить сокращения срока службы расходных деталей и резака. В системах со сжатым воздухом газы особенно подвержены загрязнению маслом и частицами, а также попаданию влаги.
7. Прожиг на слишком низкой высоте
Расстояние между заготовкой и наконечником резака (отклонение) имеет решающе важное значение как для качества резки, так и для срока службы расходных деталей. Даже небольшие изменения высоты резака могут повлиять на угловатость поверхности резки. Особенно важна высота резака при выполнении прожига. Одна из распространённых ошибок — выполнять прожиг слишком низко. Это приводит к тому, что расплавленный металл забрызгивает передний край сопла и защитного колпачка, вызывая повреждения деталей и последующее ухудшение качества резки. «Подавление» дуги может происходить, даже если резак выполняет прожиг в контакте с металлом или скользит по поверхности при резке. «Подавленная» дуги приводит к разрушению электрода, сопла, завихрителя газа, в некоторых случаях и самого резака. Прожиг на высоте, которая превышает рекомендуемую в 1,5–2 раза, защищает резак и детали от повреждений.
8. Слишком быстрая или слишком медленная резка
Слишком быстрая или слишком медленная резка может привести к ухудшению качества реза. Если скорость резки слишком низкая, на кромках вырезанных деталей образуется «окалина низкой скорости резки», которая представляет собой большие пузырчатые отложения окалины вдоль нижней кромки. Низкие скорости могут также привести к расширению реза и вызвать чрезмерное верхнее разбрызгивание. Если скорость резки слишком большая, то дуга будет запаздывать с перемещением по резу, это приведет к образованию скошенных кромок, узкого реза и небольших затвердевших полосок окалины вдоль нижней кромки реза. Окалину, образовавшуюся при высокой скорости резки, тяжело удалить. При правильной скорости резки образование окалины будет минимальным, что позволит получить чистую кромку, которая требует меньше доработки перед передачей детали на следующий этап производственного процесса.
9. «Растяжение» дуги
Растяжение дуги может происходить в начале и конце реза, если дуга должна «растянуться» (отклониться от прямой перпендикулярной траектории), чтобы войти в контакт с металлом. Растяжение дуги может привести к прожигу боковой стенки сопла. При пуске на краю заготовки плазменную дугу нужно зажигать, когда отверстие сопла находится строго по центру над краем заготовки. Об этом важно помнить при комбинированной обработке металла плазменной резкой и вырубным прессом, когда дуга отклоняется от прямой перпендикулярной траектории, чтобы войти в контакт с металлом. Растяжение дуги может привести к прожигу боковой стенки сопла. При пуске на краю заготовки плазменную дугу нужно зажигать, когда отверстие сопла находится строго по центру над краем заготовки. Об этом важно помнить при комбинированной обработке металла плазменной резкой и вырубным прессом, когда дуга зажигается из пробитого отверстия. В таких случаях дуга должна зажигаться на краю, а не в середине пробитого отверстия. Растяжение дуги также может происходить в конце реза, если резак запрограммирован на выход за пределы листа с включенной дугой или «выход» резака следует за разрезом предыдущего листа металла. Выбор времени сигнала гашения дуги и программирование «выхода» могут минимизировать этот эффект.
10. Удар резака
При механизированной резке удары резака о торец изделия или столкновение его с заготовкой могут привести к неустранимой поломке плазмотрона. Столкновения резака с заготовкой можно предотвратить, запрограммировав траекторию движения системы фигурной резки вокруг вырезанных деталей. Датчики высоты резака также могут обеспечить защиту от ударов резака путем корректировки высоты на отклонения ширины материала. Тщательное программирование выхода и работы системы регулировки высоты резака могут минимизировать этот эффект. И наконец, устройства крепления блока отключения резака могут предотвратить повреждение резака при столкновении.
Мастера обрабатывают металл, в частности режут, и допускают одни и те же ошибки. Это влечет повышение стоимости производства, срыв сроков. Избежать проблем можно, если знать, в чем может заключаться ложное действие и как его не совершить.
Замена частей плазмотрона (электроды, сопло и другие)
Ошибка: комплектующие меняют несвоевременно.
Естественно, что элементы изнашиваются и у них есть конкретный срок действия. Превысить его, значит, снизить качество резки. Если заменить детали преждевременно, то коэффициент полезного действия будет использован не полностью, что ведет к увеличению расходов.
Вывод: режущие элементы должны отработать свой срок. Как ранняя, так и запоздалая замена — это лишние траты. За обновлением должен следить ответственный квалифицированный специалист.
Режим резки
Ошибка: мастер выбирает неверный режим резки.
Плазмотрон, который работает в неправильном режиме изнашивается быстрее, а именно — детали приходят в негодность раньше отведенного времени.
Вывод: стоит внимательно подходить к выбору режима. Например, не использовать оборудование, если сила тока больше 95% от возможной.
Аккуратность
Ошибка: не защищать плазмотрон и не проводить регулярную чистку.
Во время работы устройство покрывается раскаленными каплями, на поверхности появляется металлическая крошка и нагар. В ходе эксплуатации — пыль и грязь. Это ведет к поломкам, износ ускоряется.
Вывод: мастер, который использует защитный кожух, чистит его при помощи напильника, надолго сохранит эксплуатационные показатели устройства на максимуме.
Расход плазмообразующего газа, охладителя
Ошибка: не контролируется норма содержания веществ.
Приводит к замасленности устройства, неправильной влажности, пониженному давлению, как следствие — плохое качество резки, перегрев и даже выход из строя.
Вывод: необходимо постоянно следить за показателями расхода возобновляемых элементов.

Непрорез
Ошибка: пробивка металла — причина износа и поломки плазмотрона.
Если случается непрорез и мастер делает пробивку металла, то раскаленные брызги летят вверх, непосредственно на плазмотрон, что приводит к режиму повышенного тока.
Вывод: чтобы механизм не изнашивался быстрее срока нужно исключить непрорезы и пробивку.
Скорость резки
Ошибка: неверно включен скоростной режим.
Скорость должна быть установлена не выше и не ниже положенной. В противном случае страдает перпендикулярность реза, может образовываться излишний металл на кромке или появляться непрорез.
Вывод: о неверном выборе говорит появление трудноотделимого избыточного металла (грата) вдоль нижней кромке среза (низкая скорость) или «отставание» дуги (высокая скорость).
Растяжение дуги
Ошибка: мастер не заметил растяжение дуги.
Частая неприятность в начале или конце процесса. Последствия влияют на аккуратность и качество работы, а в некоторых случаях — на нестабильное горение дуги.
Вывод: заметить неисправность помогает дефект шероховатости поверхности и неперпендикулярный срез.
Механическая поломка
Ошибка: повреждение плазмотрона и/или креплений.
Причины механических поломок различны. Например, дефект листа металла, обрабатываемого плазмотроном.
Вывод: чтобы избежать повреждений применяют стабилизаторы высоты. Но нужно учесть, что они не очень помогают при быстрой резке.
Главная / Библиотека / Новости / Плазменная резка металла: типичные ошибки оператора и рекомендации
Плазменная резка металла: типичные ошибки оператора и рекомендации
Плазменная резка, безусловно, — самая популярная технология резки с ЧПУ. Благодаря многолетнему опыту в области машиностроения и производства мы решили представить несколько советов по плазменной резке, основываясь на проблемах, с которыми мы сталкивались в повседневной работе. Мы надеемся, что они могут упростить работу операторов станков и улучшить уход за режущими машинами.

Проблемы являются причинами незапланированных технологических пауз. Возьмем, к примеру, столкновение плазматрона и разрезаемого материала. Это может произойти, даже если машина оборудована датчиком высоты. Одной из причин данной проблемы является слишком длительная эксплуатация запасных частей, что приводит к неправильной настройке высоты резака. В такой ситуации необходимо произвести корректировку высоты резака и заменить запчасти.
Но есть несколько способов, которые могут устранить проблему столкновения. Простейшим методом является программирование резки фигур, чтобы резак перемещался вокруг вырезаемых частей, а не над ними.
Есть и второе решение. Оно работает с 2010 года и является стандартным элементом оборудования для плазменной резки Eckert под названием Intelligent Distance Control (разница высоты плазматрона с этой системой и без нее представлена на рисунках № 1 и 2). Это система регулировки высоты, которая обеспечивает постоянное качество резки и избежание столкновений даже после 1000 пробивок. Система также защищает плазмотрон от повреждений из-за брызг.
Данное решение является дополняющей частью суппортов HD3000 и доступна также для режущей головки Vortex 3D.

Рис. 1. Поддержка высоты плазматрона при включенной функции IDC, Eckert

Рис. 2. Поддержка высоты плазматрона при отключенной функции IDC, Eckert
Еще один важный параметр — качественная сборка всех элементов резака. Это требуется для достижения необходимого электрического контакта, подвода газа или охлаждающей жидкости. При замене запчастей следует помнить о надлежащих условиях содержания эксплуатируемой части. Они должны быть защищены от загрязнения при резке и от металлической пыли. Смазка не должна наноситься непосредственно на плазматроне. Это может быть причиной возгорания внутри плазматрона.
Операторы, особенно с небольшим опытом, не всегда могут определить оптимальное время для замены запасных частей. Они делают это слишком поздно или слишком рано. Использование изношенных запасных частей может привести к повреждению изделия или к поломке плазматрона, что потребует больших затрат на ремонт и приведет к вынужденному простою оборудования. Оптимальное время замены деталей можно определить несколькими способами:
- обращать внимание на цвет и звук, издаваемый дугой при резке;
- по изменению высоты плазматрона;
- периодически проверять качество получившегося реза.
Если оператор делает соответствующие записи о сроке службы запасных частей, он может определить момент, когда он должен проконтролировать их, чтобы затем избежать аварии.
Если на обрабатываемых деталях очень много шлака, это может быть следствием слишком медленной или быстрой резки. При медленной резке может образовываться наплыв шлака вдоль нижней кромки.
Другим признаком этой проблемы является слишком большая ширина реза или чрезмерное количество брызг сверху. В противоположной ситуации, если скорость слишком высока, вдоль нижнего края собираются маленькие и твердые капли шлака. Этот вид шлака особенно трудно удалить. Внешний вид любого из описанных случаев должен учитывать оператор, чтобы сделать коррекцию скорости резания.

Рис. 3. Процесс образования шлака и оценки угла резки
Влияет ли электрическое напряжение на качество резки? Конечно. Значение напряжения, если оно отличаются от оптимальных, оказывает негативное влияние на процесс резки и состояние запасных частей. Оптимальное значение напряжения составляет около 95% от номинального значения для сопла. Слишком низкое напряжение приводит к слабой резке, но слишком высокое напряжение отрицательно влияет на долговечность сопла.
Очередная проблема — нарушение подачи газа и охлаждающей жидкости. В случае с охлаждающей жидкостью недостаточное охлаждение запасных частей приводит к снижению их долговечности.
Слишком сильный поток является причиной ситуации, когда плазматрон не может зажечь дугу, несмотря на выполнение всех других условий. При этом также происходит увеличенное потребление расходных материалов. Особенно важно избегать загрязнения от масла, влаги или пыли.
Последний совет может предотвратить количество несчастных случаев. Мы имеем в виду постоянный уход за оборудованием.
При правильном обслуживании плазматрон способен работать много лет, и для этого важно соблюдать некоторые правила:
- следите за тем, чтобы элементы плазматрона оставались чистыми;
- немедленно удаляйте все загрязнения, металлическую пыль и излишки смазки с уплотнительного кольца.
Для чистки плазматрона используйте ватный тампон и очиститель контактов или перекись водорода.
Следуя вышеупомянутым правилам, оператор облегчит свою работу, защитит себя от незапланированных пауз и продлит срок службы оборудования. Каждая проблема, которая сразу же обнаруживается и устраняется, также снижает риск необходимости дорогостоящего ремонта машины.
Благодаря постоянному повышению квалификации по продукции, обучению у зарубежных партнеров, накопленному опыту специалисты ООО «ДельтаСвар» всегда готовы предложить технически грамотное и экономически выгодное решение в области раскроя металла, а также оказать содействие при выборе оборудования в зависимости от вашего производства.
Если у Вас появились какие-либо вопросы, желаете получить дополнительную консультацию по данной продукции, напишите нам, либо позвоните нам по телефону: +7 (343) 384-71-72.
С уважением,
руководитель направления «Машины термической резки»
Лобанов Денис Игоревич
+7 (343) 384-71-72, добавочный 220
Читайте также:
 Коллектив компании «ДельтаСвар» поздравляет с Новым годом и Рождеством!
Коллектив компании «ДельтаСвар» поздравляет с Новым годом и Рождеством!
…
 Выставка Weldex-2022
Выставка Weldex-2022
Приглашаем Вас посетить стенд нашей компании на выставке Weldex-2022, которая пройдет 11-14 октября 2022 года в МВЦ «Крокус Экспо»!
…
 Обзор машин термической резки ProArc и их преимущества
Обзор машин термической резки ProArc и их преимущества
Машины термической резки c ЧПУ производства ProArc (Тайвань) – это высокотехнологичное автоматизированное оборудование для обработки листов разных размеров. Станки позволяют решать как простые, так и сложные производственные задачи.
…
 Разбираемся в новинках от компании EWM AG
Разбираемся в новинках от компании EWM AG
Что позволяет идентифицировать любую производственную компанию как успешную? Конечно, её результаты и продукция на мировом рынке! EWM AG по праву можно считать одним из лидеров в области производства сварочного оборудования.
…
 Выставка «МЕТАЛЛООБРАБОТКА. СВАРКА-УРАЛ»
Выставка «МЕТАЛЛООБРАБОТКА. СВАРКА-УРАЛ»
Приглашаем посетить стенд компании «ДельтаСвар» с 15 по 18 марта 2022 года в МВЦ Екатеринбург-ЭКСПО, г. Екатеринбург!
…
Рекомендации. Типичные ошибки оператора МТР при плазменной резке и способы их избежания
Использование расходных материалов до тех пор, пока они не выйдут из строя
Если посмотреть на ряд деталей одного типа, которые были вырезаны при таком подходе, можно безошибочно определить те детали, на которых сопло или электрод были уже «на подходе». Использование сильно изношенных сопел и электродов может не только привести к браку при вырезке детали, но и стать причиной дорогостоящего ремонта пламенного резака и даже аппарата плазменной резки, во время которого машина плазменной резки будет простаивать. Выход из строя сопел и электродов можно легко предупредить по нескольким признакам, которые выдают изношенные расходники. Опытный оператор по звуку резки и цвету пламени дуги (при выгорании циркониевой вставки оно приобретает зеленоватый оттенок), а также по необходимости уменьшать высоту плазмотрона при пробивке, всегда скажет Вам, когда пора менять электрод. Также, одним из лучших способов оценки состояния деталей резака является качество реза. Если качество реза внезапно начинает ухудшаться, то это повод проверить состояние сопла и электрода. Разумным подходом является ведение журнала со средним временем работы электрода или сопла от замены до замены. Сопло и электрод могут выдерживать разное количество пробивок в зависимости от тока резки, типа и толщины материала. Например, при резке нержавеющей стали требуется более частая замена расходников.
Однажды определив по такому журналу среднее время жизни электрода для каждого конкретного вида вырезаемых деталей, можно выполнять плановую замену сопел и электродов, не доводя до появления брака в вырезаемых деталях или до поломки пламенного резака.
Слишком частая замена сопел и электродов
Среди использованных сопел и электродов достаточно часто можно встретить такие, которые еще можно использовать при резке. Излишне частая замена расходников также очень распространена среди операторов металлорежущих станков с ЧПУ, и в особенности, машин плазменной резки. При замене сопла или электрода оператор должен четко знать, на что обращать внимание. Сопло требует замены в следующих ситуациях:
1. Если сопло имеет деформации снаружи или изнутри. Это часто бывает при слишком маленькой высоте пробивки и при непрорезе металла. Расплавленный металл попадает на внешнюю поверхность сопла или защитного колпака и деформирует ее.
2. Если выходное отверстие сопла по форме отличается от окружности. При большой высоте пробивки, если движение начинается до прореза металла, то дуга отклоняется от перпендикуляра к листу и проходит через край отверстия сопла. Чтобы определить, изношен ли электрод, нужно посмотреть на вставку из металла серебристого цвета на торце медного электрода (как правило, используется сплав циркония, гафния или вольфрама). В общем случае, электрод считается работоспособным, если этот металл вообще есть и глубина лунки на его месте не превышает 2 мм для воздушно-плазменной или кислородно-плазменной резки. Для резки плазмой в среде защитного газа (азота или аргона) глубина лунки может достигать 2,2 мм. Завихритель нуждается в замене лишь в том случае, если при тщательном осмотре можно выявить забитые отверстия, трещины, следы вызванные попаданием дуги, или сильный износ. Завихрители особенно часто заменяются преждевременно. То же самое касается и защитных колпаков которые нуждаются в замене только в случае физического повреждения. Очень часто защитные колпачки могут быть очищены наждачной бумагой и использованы вновь.
Использование неправильных настроек параметров плазменной резки и расходных материалов
Выбор расходников при плазменной резке зависит от вида разрезаемого металла (сталь, медь, латунь, нержавейка и т.д.), от его толщины, выставленного тока дуги на аппарате плазменной резки, плазмообразующего и защитного газов и т.д. Справочное руководство оператора машины плазменной резки описывает, какие расходные материалы использовать в случае разных режимов процесса резки. Указанные в инструкции оператора режимы, рекомендации относительно настроек плазменной резки следует соблюдать. Использование расходных материалов (сопел, электродов) несоответствующих текущему режиму плазменной резки обычно приводит к ускоренному выходу расходников из строя и к значительному ухудшению качества пламенного реза. Очень важно выполнять плазменную резку металла именно с тем током дуги, на который рассчитаны используемые расходные материалы. Например, не стоит резать металл плазмой на 100 амперах, если в плазменном резаке стоит сопло на 40 ампер, и т.д. Самое высокое качество реза достигается, когда ток на аппарате плазменной резки выставлен на 95% от номинального тока резки, на который рассчитано сопло. Если установлен режим плазменной резки с заниженным током дуги, то рез будет зашлакованный, и на обратной стороне вырезаемых деталей будет значительное количество грата, пламенный рез будет неудовлетворительного качества. Если установленный на установке плазменной резки ток слишком высок, то срок службы сопла значительно сокращается.
Неправильная сборка плазменного резака
Пламенный резак должен быть собран таким образом, чтобы все его детали плотно прилегали друг к другу, и не было бы впечатления «разболтанности». Плотность прилегания деталей плазмотрона обеспечивает хороший электрический контакт и нормальную циркуляцию воздуха и охлаждающей жидкости через плазменный резак. Во время замены расходных материалов нужно стараться разбирать плазменный резак на чистой поверхности, чтобы грязь и металлическая пыль, образующиеся при плазменной резке, не загрязнили плазмотрон. Чистота при сборке/разборке плазменного резака очень важна и, тем не менее, это требование часто не соблюдается.
Невыполнение регулярного планового обслуживания плазмотрона
Плазменный резак может работать в течение многих месяцев, и даже лет без должного обслуживания. И, тем не менее, газовые каналы и каналы охлаждающей жидкости внутри плазменного резака должны содержаться в чистоте, посадочные места сопел и электродов должны проверяться на предмет загрязнения или повреждений. Грязь, металлическая пыль должны удаляться из плазменного резака. Для чистки плазмотрона следует использовать чистую хлопчатобумажную тряпочку и жидкость для чистки электрических контактов либо перекись водорода.
Резка металла без проверки давления плазмообразующего газа или подачи охлаждающей жидкости в плазморез
Расход и давление плазмообразующего газа и охлаждающей жидкости нужно проверять ежедневно. Если расход недостаточный, детали резака не будут в должной степени охлаждаться и их срок службы будет снижен. Недостаточный проток охлаждающей жидкости из-за изношенного насоса, забитых фильтров, недостаточного количества охлаждающей жидкости, является распространенной причиной поломок плазменных резаков. Постоянное давление плазмообразующего газа очень важно для поддержания режущей дуги и для качественного реза. Избыточное давление плазмообразующего газа является распространенной причиной затрудненного поджига плазменной дуги, притом, что все остальные требования к настройкам, параметрам и процессу плазменной резки полностью удовлетворены. Слишком высокое давление плазмообразующего газа является причиной быстрого выхода из строя электродов. Плазмообразующий газ обязательно должен быть очищен от примесей, т.к. его чистота оказывает сильное влияние на срок службы расходных материалов и плазмотрона в целом. Компрессоры, подающие воздух в аппараты плазменной резки имеют тенденцию к загрязнению воздуха маслами, влагой и мелкими частицами пыли.
Пробивка при малой высоте плазмотрона над металлом
Расстояние между заготовкой и срезом сопла плазмотрона оказывает огромное влияние, как на качество реза, так и на срок службы расходных материалов. Даже небольшие изменения в высоте плазменного резака над металлом могут значительно повлиять на скосы на кромках вырезаемых деталей. Высота плазменного резака над металлом во время пробивки особенно важна. Распространенной ошибкой является пробивка при недостаточной высоте плазмотрона над металлом. Это приводит к тому, что расплавленный металл выплескивается из лунки, образованной при пробивке и попадает на сопла и защитные колпачки, разрушая эти детали. Тем самым существенно ухудшается качество реза. Если пробивка происходит, когда плазменный резак касается металла, то может произойти «втягивание» дуги. Если дуга «втягивается» в плазмотрон, то электрод, сопло, завихритель, а иногда, и резак целиком — разрушаются. Рекомендуемая высота пробивки равна 1.5-2 величины толщины разрезаемого плазмой металла. Следует отметить, что при пробивке достаточно толстого металла рекомендуемая высота получается слишком большой, дежурная дуга не достает до поверхности листа металла, следовательно, процесс резки на рекомендуемой высоте начать невозможно. Однако если пробивка будет производиться на высоте, на которой плазморез может зажечь дугу, то брызги расплавленного металла могут попасть на плазмотрон. Решением этой проблемы может быть применение технологического приема под названием «подпрыжка». При отработке команды на включение резки, плазменная резка включается на небольшой высоте, затем резак поднимается вверх на заданную высоту подпрыжки, на которой брызги металла не достают до резака. После отработки пробивки резак опускается на высоту врезки и начинается движение по контуру.
Плазменная резка металла на слишком большой либо слишком малой скорости
Несоответствие скорости плазменной резки выбранному режиму существенно сказывается на качестве реза. Если установленная скорость резки слишком низкая, на вырезаемых деталях будет большое количество облоя и разнообразных наплывов металла по всей длине реза на нижней части кромки деталей. Низкие скорости резки могут стать причиной увеличения ширины реза и большого количества брызг металла на верхней поверхности деталей. Если установлена слишком высокая скорость резки, дуга будет загибаться назад, вызывая деформацию кромок вырезаемой детали, будет узкий рез, и небольшие бусинки грата и облоя в нижней части кромки реза. Грат образованный при высокой скорости резки тяжело удаляется. При правильно выбранной скорости резки количество грата, облоя и наплывов металла будет минимальным. Поверхность кромки пламенного реза при правильно выбранной скорости должна быть чистой и механическая обработка должна быть минимальной. В начале и конце реза может произойти «отклонение» дуги от перпендикуляра. Это происходит из-за того, что дуга не успевает за резаком. Отклонение дуги приводит к тому, что она врезается в боковую поверхность сопла, нарушая тем самым его геометрию. Если выполняется врезка с кромки, центр отверстия сопла должен находиться точно на линии кромки детали. Это особенно важно в комбинированных станках, в которых применяется и дыропробивная головка и плазморез. Отклонение дуги может произойти и когда плазмотрон при включенной резке проходит через край листа, или если линия выхода из контура с резкой (lead out) пересекает старый рез. Необходима точная настройка параметров времени, чтобы уменьшить проявления этого эффекта.
Механическое повреждение или поломка плазменного резака
Столкновения резака с листом, вырезанными деталями или ребрами раскроечного стола могут полностью вывести резак из строя. Столкновений резака с вырезаемыми деталями можно избежать, если в управляющей программе задавать холостые проходы вокруг, а не над вырезанными деталями. Например, в программе оптимального раскроя ProNest производства MTC-Software присутствует такая возможность, что позволяет свести риск поломки плазмотрона к минимуму и сэкономить значительные средства. Стабилизаторы высоты резака также обеспечивают некоторую защиту от столкновений с металлом. Однако, если используется только лишь датчик высоты резака по напряжению дуги, то в конце реза могут происходить «клевки», т.к. напряжение дуги меняется в результате ее «отклонения» и резак опускается вниз чтобы его компенсировать. В системах ЧПУ применяется многоуровневая система защиты от столкновения с металлом. Используется как датчик касания, измеряющий сопротивление между антенной вокруг резака и листом, емкостной датчик и датчик напряжения дуги. Это позволяет в полной мере использовать преимущества каждого из типов датчиков. Также, для защиты резака можно применять «ломкие» кронштейны, которые при столкновении сломаются быстрее, чем плазменный резак. Таким образом, грамотный оператор машины плазменной резки может сэкономить своему предприятию огромные деньги, время и накладные расходы на плазменную резку. Результатом работы хорошего оператора МТР будет возросшая рентабельность плазменной резки и увеличение прибыли предприятия в целом.
Надеемся, что изложенные в этой статье рекомендации по плазменной резке металла позволят выполнить настройку плазменной резки и подобрать режимы реза для каждого конкретного случая.