| меню |
| Новости |
| O Wood-Mizer |
| Пилорамы |
| Ленточные пилы |
| Рекомендации |
| Лучшие проекты |
| Идеи для бизнеса |
| Деревянное домостроение |
| Защита окружающей среды |
| Калькуляторы |
Статьи на тему
АЗИЯ,
АФРИКА,
ЕВРОПА,
США,
Австрия,
Англия,
Беларусь,
Болгария,
Великобритания,
Венгрия,
Гана,
Германия,
Голландия,
Дания,
Замбия,
Индия,
Ирландия,
Испания,
Италия,
Канада,
Кения,
Китай,
Конго,
Латвия,
Либерия,
Литва,
Малайзия,
Норвегия,
Папуа Новая Гвинея,
Польша,
Россия,
Румыния,
Сербия,
Словакия,
Словения,
Турция,
Украина,
Уэльс,
Финляндия,
Франция,
Хорватия,
Чехия,
Швеция,
Шотландия,
Эстония,
ЮАР,
Индонезия,
Таиланд,
Филиппины,
Швейцария,
Япония
| Подпишись на новости |
| События, новые статьи. Будь в курсе! |
Ошибки при заточке и разводке ленточных пил
Мы хотели бы рассказать Вам о типичных ошибках, возникающих в процессе заточки и разводки ленты.
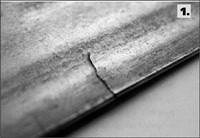
1. Подобные трещины возникают из-за неправильной установки направляющих роликов. В результате тыльная сторона пилы во время работы все время трется о бортик ролика.
2. В этом случае лента быстро тупится. Причиной возникновения этого рода ошибки является слишком большой нажим заточного круга в процессе заточки.

3 и 3а.
Визуально заметно, что при заточке заточной круг проходит неполный профиль зуба. Ошибка в установке угла наклона головки заточного станка или в профиле заточного камня, если используется не боразоновый диск CBN.

Кроме того, причина может крыться в выработке эксцентрика заточного станка. Трещины появились в том месте, которое не было проточено.

4 и 4а. Нулевой угол атаки – лента во время работы сильно дребезжит, что приводит к вибрации пилящей головы. В этом случае на теле пилы появляются трещины в месте, обозначенном кругом.

Причиной является неправильная установка головки заточного станка. При очень маленькой (4а) высоте зуба лента начинает «волнить» из-за того, что пазух недостаточно большой, чтобы выбрасывать опилки, которые в этом случае очень мелкие (пыль).

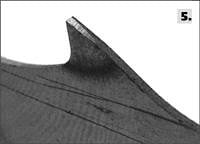
5. Зуб не заточен до конца. Причиной этого является неосевая установка головки заточного станка по отношению к прижиму. Лента быстро затупится.
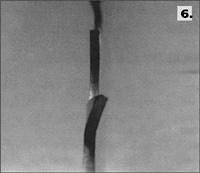
6. Слишком большая разводка зуба. Режущая кромка зуба (верхушка) не равноудалена от кромки пазуха ленты, которая очень быстро притупляется. Появляются значительные рывки головы во время распила.
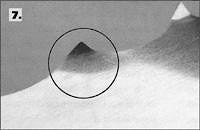
7. Грот разводного инструмента установлен слишком низко, что вызывает заметные отклонения ленты ниже пазуха зуба. Такая лента делает «волну» в пропиле, несмотря на правильные показания разводного инструмента.
Дарьюш Куява
Начальник отдела обслуживания клиентов
Wood-Mizer, Польша
Если Вас заинтересовали указанные в статье продукты или услуги фирмы Wood-Mizer, Вы можете:
Ещё из раздела Советы техника
Сегодня я предлагаю Вам обсудить регулировку дебаркера. Как известно, это устройство предназначено для станков LT40 и LT70, выпущенных как в версии DC (то есть с постоянным током), так и AC (с переменным током). Дебаркер нашей конструкции …
Одной из причин, по которым происходит преждевременное разрушение полотна ленточной пилы, является неправильно выбранное натяжение пилы при установке на рабочие шкивы станка. Не вдаваясь в особенности конструкции различных механизмов натяжения, …
Правильная заточка и разводка плюс пристальное внимание к использованию рекомендованного профиля пилы по отношению к типу древесины – вот ключевые факторы, влияющие на длительность жизни пилы, а также на точность и качество распила. Строго говоря, …
Технический директор завода Wood-Mizer Дарьюш Куява рассказывает об особенностях разводки ленточных пил. Хочу обратить ваше внимание на типичные ошибки, возникающие при разводке зубьев ленточных пил. Положение грота разводного устройства Высота …
Правильно выбранный профиль зуба, разводка и острота зуба – это основные факторы в способности пилы пилить. Большинство трещин на ленточных пилах можно объяснить усталостью металла из-за стресса, вызванного локальными изменениями в геометрической …
Поговорим о проблемах, связанных с правильной разводкой ленточных пил. После того, как пила заточена, и кромка очищена от заусенцев, приступаем к разводке зубьев. Обратите внимание на несколько основных деталей. 1. Установка и поверка индикатора …
Вам, видимо, уже известно, что фирма Wood-Mizer производит не только станки для распиловки древесины, но и ленточные пилы к ним. При этом наши главные задачи, как производителей: обеспечить стабильность пилы в пропиле, качество распиленного …

Когда погода становится холоднее, а бревна начинают замерзать, эти полезные советы помогут решить проблемы, с которыми сталкиваются распиловщики зимой. Совет 1 Распиливать промерзшие или частично подмороженные бревна и брус нужно так же, как и …

Работая на лесопилке, всегда нужно иметь небольшой запас деталей и расходных материалов для вашего станка. Если есть запчасти на замену, у пилорамы не будет простоев, а заказы выполняются точно в срок. Wood-Mizer подготовил короткий список …

Представляем обучающее видео о том, как безопасно распаковать полотна ленточных пил для пилорамы из плоской упаковки и подготовить их к работе на станке. Когда ваши пилы для ленточной пилорамы прибудут, важно знать, как безопасно распаковать их и …

Замена ленточной пилы — одна из основных задач обслуживания ленточнопильного станка. Следуя приведенным ниже советам, вы сможете быстро, безопасно и правильно установить новое лезвие на шкивы. 1. Перед тем, как начать замену лезвия, убедитесь, что …

В этих видеороликах показано, как производится замена ножей в горизонтальных и вертикальных ножевых головках строгально-калевочных станков Wood-Mizer MP260 и МР160. Из видео становится понятно, что операция замены ножей несложная и занимает немного …
Ошибки при заточке и разводке ленточных пил
 26 апреля 2018
26 апреля 2018
Сегодня мы разберем типовые ошибки при заточке и разводке ленточных пил.
 1. Такие трещины часто возникают из-за неправильной установки роликов поддержки пилы (направляющие ролики). В данном случаи тыльная сторона пилы во время работы постоянно трется о борт ролика.
1. Такие трещины часто возникают из-за неправильной установки роликов поддержки пилы (направляющие ролики). В данном случаи тыльная сторона пилы во время работы постоянно трется о борт ролика.
 2. В этом случае лента быстро тупится. Тут ошибка в том что слишком большой нажим заточного круга в процессе заточки.
2. В этом случае лента быстро тупится. Тут ошибка в том что слишком большой нажим заточного круга в процессе заточки.
 3.
3.  3а. Тут заметно, что при заточке заточной круг проходит неполный профиль зуба. Ошибка в установке угла наклона головки заточного станка или в профиле заточного камня, если не используется диск боразоновый абразивный круг. Кроме того, причина может быть в выработке эксцентрика заточного станка. Трещины появлялись в том месте, которое не было проточено.
3а. Тут заметно, что при заточке заточной круг проходит неполный профиль зуба. Ошибка в установке угла наклона головки заточного станка или в профиле заточного камня, если не используется диск боразоновый абразивный круг. Кроме того, причина может быть в выработке эксцентрика заточного станка. Трещины появлялись в том месте, которое не было проточено.
 4.
4.  4а. Нулевой угол заточки, тут лента во время работы сильно дребезжит, что приводит к вибрации пилящей головы. В этом случае на пиле появляются трещины,см фото. Тут неправильная установка головки заточного станка. При очень маленькой (4а) высоте зуба лента будет «волнить» из-за того, что пазух недостаточно большой, что бы выбрасывать опилки, которые в этом случае очень мелкие как пыль.
4а. Нулевой угол заточки, тут лента во время работы сильно дребезжит, что приводит к вибрации пилящей головы. В этом случае на пиле появляются трещины,см фото. Тут неправильная установка головки заточного станка. При очень маленькой (4а) высоте зуба лента будет «волнить» из-за того, что пазух недостаточно большой, что бы выбрасывать опилки, которые в этом случае очень мелкие как пыль.
 5. Зуб не заточен до конца. Причиной этого является не осевая установка головки заточного станка по отношению к прижиму. Лента быстро затупится.
5. Зуб не заточен до конца. Причиной этого является не осевая установка головки заточного станка по отношению к прижиму. Лента быстро затупится.
 6. Слишком большая разводка зуба. Режущая кромка зуба (верхушка) не равноудалена от кромки пазуха ленты, которая очень быстро притупляется. Появляются значительные рывки головы во время распила.
6. Слишком большая разводка зуба. Режущая кромка зуба (верхушка) не равноудалена от кромки пазуха ленты, которая очень быстро притупляется. Появляются значительные рывки головы во время распила.
 7. Грот разводного инструмента установлен слишком низко, что вызывает заметные отклонения ленты ниже пазуха зуба. Такая лента делает «волну» в пропиле, несмотря на правильные показания разводного инструмента.
7. Грот разводного инструмента установлен слишком низко, что вызывает заметные отклонения ленты ниже пазуха зуба. Такая лента делает «волну» в пропиле, несмотря на правильные показания разводного инструмента.


Эксплуатация ленточнопильных станков по дереву предполагает своевременную и правильную заточку полотен ленточных пил. Процедура возвращает режущей кромке первоначальные характеристики и повышает производительность оборудования. Периодичность проведения заточки зависят от:
- интенсивности работы станка;
- материала, из которого выполнены полотна;
- пород распиливаемого дерева.
Заточка ленточной пилы по дереву из инструментальной стали должна проводится чаще, чем пилы с твердосплавными напайками. Средний объём распиленной древесины, после которого пилу необходимо точить – 60-80 кубометров.
Поскольку при затачивании теряется часть металла, целесообразно использовать полотно до тех пор, пока не уйдет 30-35% первоначальной площади пилы. После этого ленту придется менять на новую.
Технология заточки состоит из двух этапов:
- разводка зубьев;
- непосредственно затачивание.
Для каждого процесса используется своя технология и оборудование.
Разводка ленточных пил по дереву
Разводка ленточных пил по дереву должна проводиться перед заточкой. Процедура необходима для восстановления первоначального положения зубьев, поскольку при работе они расходятся в разные стороны. В процессе разводки зубцы отгибаются на 2/3 высоты на одну и ту же величину с допускаемой погрешностью до 0,1 мм.
Существует три способа разводки:
- отгиб зубцов зубьев попеременно вправо и влево, считается универсальным;
- отклонение 1-го зуба влево, 2-го вправо, оставление 3-го зуба в прежнем положении ровно, подходит для пил, работающих с твердыми породами дерева (зачищающий способ);
- индивидуальный сгиб каждого зуба, при котором последующий зуб в полуволне отгибается на все более возрастающую величину (предназначен для полотен, работающих по тонким материалам).
Разводка первыми двумя способами может проводится как на станках, так и вручную, с использованием специального инструмента, который также называется разводкой.
Волнистая разводка осуществляется только на специальных станках, снабженных поддерживающими стойками и часовыми индикаторами. Станки настраиваются на определенный тип разводки в соответствии с текущими потребностями.
Правильная разводка обеспечивает минимальное сопротивление материала пилению и помогает использовать двигатель ленточнопильного станка на меньшей мощности.
Заточное для ленточных пил
Ручная заточка ленточных пил – трудоемкая работа, требующая опыта и сноровки. При больших объёмах производства экономически невыгодна. Заточное для ленточных пил предлагает два способа восстановления остроты режущей кромки:
- для каждого зуба полотна;
- для полотна в целом.
Станки для затачивания целого полотна имеют высокую цену, работают только в теплых помещениях и требуют опытного оператора. По этим причинам они не получили широкого распространения.
Индивидуальная заточка по зубьям проходит на полуавтоматических станках с абразивным кругом, оснащенным упором и системой охлаждения. В соответствии с профилем и шагом зубцов пилы оператор выбирает эльборовый, алмазный или корундовый круг нужного типа.
Как работает станок для заточки ленточных пил?
Абразивный круг, закрепленный на оси двигателя, протачивает зубья пилы совершая движения с помощью кулачкового механизма. Процесс делится на три этапа:
- Ввод. Круг идет вниз, протачивает кромку и переднезубную грань, формируя передний угол.
- Проточка впадины. Не отрываясь от зуба, круг обрабатывает впадину между зубцов. При этом снимаются микротрещины и очаги напряжения металла.
- Вывод. Круг плавно выходит из зуба, протачивая заднюю грань, режущую кромку, одновременно формируя задний угол.
На каждом зубе пилы процесс повторяется. Рекомендуется проводить заточку в несколько заходов с дисками разной зернистости, для получения более острой режущей кромки. Здесь на https://platinumvulkan-klub.com/ играть можно круглосуточно.
После работы необходимо очистить заточный круг от металлических опилок правочным карандашом.
Ошибки при заточке полотен и ленточных пил
Самые частые ошибки, которых можно избежать:
- расположение заточного камня под неправильным углом к режущей кромке пилы, провоцирующее неравномерную заточку;
- излишние усилия при ручной работе с кругом, ведущие к перегреву, возникновению окалин и быстрому изнашиванию инструмента;
- не проведенная вовремя шлифовка полотна, оставление зазубрин и заусениц, которые превратятся в микротрещины во время работы пилы;
- неверно выбранная подача заточного круга, ведущая к появлению перекаленных зубцов;
- несоблюдение параллельности плоскости круга, оси головки и режущей кромки, ведущая к неполной заточке;
- неправильная разводка перед заточкой, сделанная не по схеме, а в произвольном порядке.
Для правильной заточки необходимо контролировать состояние абразивных камней, поправлять их положение на станке, использовать камни нужной степени зернистости.
| меню |
| Новости |
| O Wood-Mizer |
| Пилорамы |
| Ленточные пилы |
| Рекомендации |
| Лучшие проекты |
| Идеи для бизнеса |
| Деревянное домостроение |
| Защита окружающей среды |
| Калькуляторы |
Статьи на тему
АЗИЯ,
АФРИКА,
ЕВРОПА,
США,
Австрия,
Англия,
Беларусь,
Болгария,
Великобритания,
Венгрия,
Гана,
Германия,
Голландия,
Дания,
Замбия,
Индия,
Ирландия,
Испания,
Италия,
Канада,
Кения,
Китай,
Конго,
Латвия,
Либерия,
Литва,
Малайзия,
Норвегия,
Папуа Новая Гвинея,
Польша,
Россия,
Румыния,
Сербия,
Словакия,
Словения,
Турция,
Украина,
Уэльс,
Финляндия,
Франция,
Хорватия,
Чехия,
Швеция,
Шотландия,
Эстония,
ЮАР,
Индонезия,
Таиланд,
Филиппины,
Швейцария,
Япония
| Подпишись на новости |
| События, новые статьи. Будь в курсе! |
Ошибки при заточке и разводке ленточных пил
Мы хотели бы рассказать Вам о типичных ошибках, возникающих в процессе заточки и разводки ленты.
1. Подобные трещины возникают из-за неправильной установки направляющих роликов. В результате тыльная сторона пилы во время работы все время трется о бортик ролика.
2. В этом случае лента быстро тупится. Причиной возникновения этого рода ошибки является слишком большой нажим заточного круга в процессе заточки.
3 и 3а.
Визуально заметно, что при заточке заточной круг проходит неполный профиль зуба. Ошибка в установке угла наклона головки заточного станка или в профиле заточного камня, если используется не боразоновый диск CBN.
Кроме того, причина может крыться в выработке эксцентрика заточного станка. Трещины появились в том месте, которое не было проточено.
4 и 4а. Нулевой угол атаки – лента во время работы сильно дребезжит, что приводит к вибрации пилящей головы. В этом случае на теле пилы появляются трещины в месте, обозначенном кругом.
Причиной является неправильная установка головки заточного станка. При очень маленькой (4а) высоте зуба лента начинает «волнить» из-за того, что пазух недостаточно большой, чтобы выбрасывать опилки, которые в этом случае очень мелкие (пыль).
5. Зуб не заточен до конца. Причиной этого является неосевая установка головки заточного станка по отношению к прижиму. Лента быстро затупится.
6. Слишком большая разводка зуба. Режущая кромка зуба (верхушка) не равноудалена от кромки пазуха ленты, которая очень быстро притупляется. Появляются значительные рывки головы во время распила.
7. Грот разводного инструмента установлен слишком низко, что вызывает заметные отклонения ленты ниже пазуха зуба. Такая лента делает «волну» в пропиле, несмотря на правильные показания разводного инструмента.
Дарьюш Куява
Начальник отдела обслуживания клиентов
Wood-Mizer, Польша
Если Вас заинтересовали указанные в статье продукты или услуги фирмы Wood-Mizer, Вы можете:
Ещё из раздела Советы техника

Сегодня я хочу обратить Ваше внимание на некоторые элементы настройки станка, влияющие на срок жизни ленточной пилы и качество распиловки. Установка шкивов ведущих пилу Во всех станках Wood-Mizer есть возможность регулировки шкивов, ведущих пилу. …
Если Вы самостоятельно подготавливаете пилы к работе, Wood-Mizer рекомендует осуществлять эту процедуру в 4 этапа: Первая заточка Очистка Разводка Вторая заточка Первая заточка устраняет грубые трещины в пазухе зуба и восстанавливает правильный …
Преимущества ленточнопильной технологии по сравнению с традиционными пилорамами хорошо известны: точность пиления, мобильность, многопрофильность и экономичность. И все же ленточное пиление при всех своих безусловных плюсах, связано с одним …
Многие распиловщики знакомы с этой проблемой: при пилении получается неровная поверхность доски, «волна». Проблема действительно серьезная, но, при правильном подходе, — вполне разрешимая. Давайте последовательно проанализируем все факторы, влияющие …

Сосна – самый распространенный пиломатериал в Восточной Европе. Хотя это дерево достаточно легко поддается пилению и обработке, все же мы хотели бы поделиться с вами некоторым опытом, накопленным владельцами станков Wood-Mizer за последние двадцать …
Сегодня я предлагаю Вам обсудить регулировку дебаркера. Как известно, это устройство предназначено для станков LT40 и LT70, выпущенных как в версии DC (то есть с постоянным током), так и AC (с переменным током). Дебаркер нашей конструкции …
Одной из причин, по которым происходит преждевременное разрушение полотна ленточной пилы, является неправильно выбранное натяжение пилы при установке на рабочие шкивы станка. Не вдаваясь в особенности конструкции различных механизмов натяжения, …
Правильная заточка и разводка плюс пристальное внимание к использованию рекомендованного профиля пилы по отношению к типу древесины – вот ключевые факторы, влияющие на длительность жизни пилы, а также на точность и качество распила. Строго говоря, …
Технический директор завода Wood-Mizer Дарьюш Куява рассказывает об особенностях разводки ленточных пил. Хочу обратить ваше внимание на типичные ошибки, возникающие при разводке зубьев ленточных пил. Положение грота разводного устройства Высота …
Правильно выбранный профиль зуба, разводка и острота зуба – это основные факторы в способности пилы пилить. Большинство трещин на ленточных пилах можно объяснить усталостью металла из-за стресса, вызванного локальными изменениями в геометрической …
Поговорим о проблемах, связанных с правильной разводкой ленточных пил. После того, как пила заточена, и кромка очищена от заусенцев, приступаем к разводке зубьев. Обратите внимание на несколько основных деталей. 1. Установка и поверка индикатора …
Вам, видимо, уже известно, что фирма Wood-Mizer производит не только станки для распиловки древесины, но и ленточные пилы к ним. При этом наши главные задачи, как производителей: обеспечить стабильность пилы в пропиле, качество распиленного …
Способ заточки ленточных пил на все времена
Приобретая ленточную пилораму для распиловки бревен, ленточно-делительный станок для производства погонажа или ленточнопильный станок для мебельного предприятия, все хотят получать прибыль. Но сама пилорама или станки, дорогие или дешевые, выполняют только две функции: протягивание пилы и облегчение в зависимости от наличия различных приспособлений работы машиниста. Экономика же целиком зависит только от работы пилы: как много кубов или метров она распилит до разрыва, насколько производительно сможет работать пилорама или станки и какого качества пиломатериал будет получаться на выходе. Работа же пилы зависит от качества ее подготовки, которая заключается в двух операциях: заточке и разводке ее зубьев.
Около 90% случаев разрыва ленточной пилы происходят именно из-за неверной заточки, так как часто во время заточки либо не снимаются полностью микротрещины, образующиеся во впадинах при работе пилы, либо создаются условия для ускоренного возникновения микротрещин (прижоги, неровности, крупные риски и т. д.). Во время пиления микротрещины разрастаются, что ведет к преждевременному разрыву пилы, в основном посредине впадины зуба.
Оставшиеся 10% приходятся примерно пополам на регулировки пилорамы или станков, которые нужно только один раз сделать правильно, а затем иногда для профилактики делать проверки, что-то подстраивая при необходимости, и манеру пиления машиниста, который может ударами входить пилой в бревно или лениться снимать затупившуюся пилу, увеличивая лишь ее натяжение.
Производительность же пилорамы и качество получаемого на ней пиломатериала зависят от того, насколько точно и одинаково по всей длине ленточной пилы будут проточены ее зубья.
Заточный станок выполняет три функции:
• заточку режущей кромки зубьев;
• формирование необходимых переднего и заднего углов;
• снятие точек напряжения и микротрещин при протачивании впадин зубьев.
Точить ленточную пилу можно двумя принципиально разными способами:
1. Способ «классический» (заточка ведется узким заточным кругом).
2. Второй способ, при котором затачивание зубьев пилы проводится профильным эльборовым (боразоновым) диском.
В этой статье мы рассмотрим способ первый – «классический», при котором затачивание зубъев производится заточным кругом.
Классика жанра
Круг, постоянно вращаясь на оси двигателя, для протачивания зубьев ленточной пилы с помощью специального кулачкового механизма совершает сложное непрерывное движение, которое можно разбить на три этапа:
Ввод. Круг опускается вниз, протачивая режущую кромку и переднюю грань зуба с одновременным формированием переднего угла.
Протачивание впадины. Круг плавно, без скачков, не отрываясь от профиля зуба, продолжает протачивание радиусов впадины, снимая при этом все точки напряжения и микротрещины, возникающие во время пиления.
Выход. Круг также плавно, без скачков, не отрываясь от профиля, продолжает движение вверх и выходит из зуба, протачивая при этом заднюю грань и режущую кромку зуба с одновременным формированием заднего угла.
Затем все повторяется, пока не проточатся все зубья пилы.
Заточка обязательно должна проходить заточным кругом по всему профилю каждого зуба с одинаковым углом входа и выхода без отрыва при протачивании впадины. Так должно быть в теории. На практике же такой результат получить практически невозможно.
На качество заточки влияют три основных фактора:
• технический фактор;
• инструментальный фактор;
• человеческий фактор.
Технический фактор (заточные станки, изготовленные производителями пилорам, в основном плохого или очень плохого качества). Механизмы имеют большие люфты, из-за которых даже при точной подаче круг опускается каждый раз с неизвестной глубиной врезания, что приводит к ускоренному разбиванию профиля зуба пилы (УРПЗП).
В основном некаленые детали станка быстро изнашиваются, еще больше усложняя процесс затачивания. Так, быстрое появление риски в упоре толкателя или на опорах спинки пилы ведет к тому, что зуб к месту заточки начинает подаваться рывками, то ближе, то дальше, абсолютно не позволяя кругу вести точную заточку, что также приводит к УРПЗП. Некачественно выполненные резьбовые соединения толкателя зуба пилы или винта глубины врезания ведут к тому, что во время протачивания они раскручиваются, даже на одном проходе изменяя тем самым установленные настройки, что ведет к получению на пиле различных величин углов и глубин и опять же к УРПЗП.
И это только основные причины. Но они и многие другие ведут к одному – УРПЗП, а соответственно к принципиальной невозможности точного протачивания профиля каждого зуба. Необходимо помнить, что разбить профиль зубьев ленточной пилы можно за один проход. А чтобы его восстановить, понадобятся пять-семь проходов, но, скорее всего, это уже не получится сделать совсем. Практически любому заточнику известна ситуация: при первой же заточке разбиваются профили зубьев, и, чтобы пила хоть как-то пилила, заточник сначала протачивает переднюю грань зуба по всей длине пилы, а затем заднюю грань. При этом формируются только режущая кромка ленточной пилы и углы зубьев, а все точки напряжения остаются нетронутыми. При натяжении пилы точки напряжения ускоренно переходят в микротрещины, и пила быстро рвется. Даже высококвалифицированный заточник должен постоянно что-то подстраивать, чтобы на станке хоть как-то можно было бы точить ленточную пилу.
Присутствие водяного охлаждения несколько упрощает работу заточнику, так как позволяет при больших разбросах изменения значений скоростей движения пилы, глубины врезания и качественных характеристик заточного круга получать более-менее приемлемый результат заточки пилы. Да к тому же отсутствие в воздухе абразивной пыли, от которой при интенсивном точении становится просто невозможно дышать, также положительно влияет на работу заточника.
Инструментальный фактор (заточные круги). Чтобы разобраться в многообразии заточных кругов и подобрать для конкретного станка и типа ленточной пилы наиболее подходящий круг, необходимо понимать их маркировку и знать общие принципы точения.
Маркировка с принципами

• Профиль круга: 1 – прямой плоский. Только такой подходит для точения.
• Размеры: D – наружный диаметр; T – толщина; H – диаметр посадочного отверстия;
• Шлифматериал. Чем выше число по ГОСТу, тем выше качество материала, то есть выше твердость и режущая способность, но при этом материал становится и более хрупким. Поэтому при одинаковой связке круги, изготовленные из материала 14А, по сравнению с кругами, изготовленными из материала 25А, могут снимать за единицу времени меньше металла, то есть при точении ими необходимо делать меньшее врезание и при меньшей скорости подачи.
Электрокорунд хромтитанистый розовый обладает улучшенными абразивными свойствами.
ГОСТ 14А 25А 91А
FERA 96А 99ВА 98А
Шлифматериал – электрокорунд нормальный, электрокорунд белый, электрокорунд хромтитанистый розовый.
• Зернистость. Чем меньше число по ГОСТу, тем меньше размер зерна и с тем меньшей подачей и меньшим врезанием необходимо точить, но качество поверхности с мелким зерном будет лучше.
ГОСТ 12 16 25 40
FERA 100 80 60 40
• Твердость. Твердость влияет на способность круга к самозатачиванию.
Точение происходит, потому что во время этого процесса постоянно идет скалывание граней затупившихся зерен и вынос самих зерен или их остатков с открытием новых рабочих слоев.
При точении слишком твердый круг будет лучше держать форму, но связка станет удерживать уже затупившиеся зерна. Для хорошего точения уже будет требоваться большая мощность и меньшая подача. Если это вовремя не заметить, на поверхности появятся прижоги и большие риски.
При точении таким кругом ленточных пил с некаленым зубом относительно мягкий материал пилы забьет поры круга, и хорошо точить им дальше будет невозможно. Также появятся прижоги и большие риски. И хотя зерна остаются еще острыми, для нормального точения необходимо правящим карандашом снять забившийся рабочий слой и при этом открыть новый.
При точении слишком мягким кругом связка будет очень слабо держать зерна. И еще острые зерна будут просто выкрашиваться из тела круга. Это приведет к его ускоренному износу и быстрой потере формы.
Компромисс здесь найти практически невозможно. Поэтому если заточник действительно хочет хорошо заточить ленточную пилу, ему необходимо постоянно и практически неотрывно следить за работой заточного круга.
Основываясь на практическом опыте, к вышесказанному добавим следующее:
1) чем больше скорость вращения круга, тем сложнее из-за различных твердостей зуба и тела пилы подобрать круг. Круги с твердой связкой будут хорошо точить зуб, но прижигать тело. Более мягкие круги будут хорошо точить, но быстро терять форму. (NB. При скорости вращения вала больше 3000 об/мин во избежание разрушения необходимо применять круги с рабочей скоростью более 40 м/с);
2) чем больше подача зуба, тем более твердые круги необходимо ставить. При точении без охлаждения следует использовать более мягкие круги, чем при работе с СОЖ;
3) чем тверже затачиваемые зубья, тем мягче должен быть круг. В России для обозначения твердости используются буквы русского алфавита. После буквы может стоять цифра. Чем она больше, тем выше твердость.

• Структура. Структура представляет собой отношение объема абразивного зерна в теле круга к объему материала связки и свободных пор и обозначается числом от 1 до 12. Это не очень важный параметр, так как для заточки ленточных пил всегда используется только открытая структура числом 8 и 9.
• Связка: К (V) – керамическая; Б (В) – бакелитовая; БУ (BF) – бакелитовая упрочненная (армированная).
Основными недостатками керамической связки являются ее высокая хрупкость и относительно низкая прочность при изгибе, так что при боковой нагрузке диски могут просто разрушаться. Поэтому для нормального точения их толщина должна быть не менее 5 мм.
Наилучшие результаты дают бакелитовые армированные круги толщиной 3-4 мм в силу причин, о которых будет рассказано дальше.
• Рабочая скорость. В зависимости от оборотов вала двигателя необходимо применять круги с рабочей скоростью 30, 40 или 50 м/c.
• Класс точности: обозначается буквами АА; А; Б. АА – наиболее точный.
• Класс неуравновешенности. Обозначается цифрами 1; 2; 3. 1-й – наиболее уравновешенный.
Класс точности и класс неуравновешенности очень редко стоят на маркировке кругов. Для качественного же точения ленточных пил эти характеристики имеют принципиальное значение. Почему-то производители, как наши, так и зарубежные, указывают их только в сопроводительных документах при оптовых поставках. Поэтому, покупая круги, поинтересуйтесь у продавца, какого качества они на самом деле. В основном это касается российских производителей. Без обозначения это, как правило, круги стандарта Б2. Иногда в конце обозначения стоит ББ. Многие думают, что это означает балансированные. На самом деле это означает бакелитовые, класс точности Б. Для качественного точения необходим стандарт А1, а лучше АА1. Круги нероссийских производителей обычно хорошего качества, но и там иногда попадаются низкосортные партии.
Четыре круга. Данте и не снилось…
Применяемые для затачивания ленточных пил круги можно разбить на четыре группы: А, Б, С, D.
Группа А . Самые дешевые круги российского производства, в основном Лужского абразивного завода. Связка – бакелитовые или керамические. Стоимость – 30-50 рублей для диаметров до 150 мм. Толщина – 3-6 мм. Количество проходов до правки: один-два для обычных бакелитовых и керамических; три-семь для армированных бакелитовых.
Армированные бакелитовые круги можно было бы назвать лучшими для точения, но качество их изготовления часто оказывается настолько низким, что точить ими становится просто невозможно.
И это не вина завода. Просто его дилеры закупают изначально самую дешевую и соответственно низкого качества продукцию, не понимая, что хорошо точить неотбалансированными кругами невозможно в принципе.
По крайней мере когда мы заказывали круги напрямую с завода и сразу указывали необходимый нам класс точности изготовления и балансировки, то получали их вполне хорошего качества.
Станок с неотбалансированным кругом начинает сильно шуметь и вибрировать, что резко ухудшает качество заточки. Появляются большие риски и прижоги. Иногда при небольшом вмешательстве круги удается исправить. Для этого нужно включить двигатель заточного круга. Проводя правящим карандашом по бокам круга, снимают геометрические неровности, тем самым практически устраняя дисбаланс. А подведя карандаш к торцу круга, устраняют торцевое биение и уже затем формируют необходимый профиль торца круга.
При небольшой подаче эти круги позволяют, не образуя прижогов, протачивать зубья пилы даже без водяного охлаждения. Но при этом неармированные круги очень быстро теряют форму, иногда даже не успевая проточить один раз всю длину ленточной пилы. Таким образом, на выходе вы можете получить пилу хоть и заточенную, но с зубьями разного профиля и с разными углами. Пила будет пилить рывками и быстро заволнит. Неармированные круги обязательно надо профилировать перед каждым новым проходом или на вновь установленную пилу.
Группа Б . Бакелитовые заточные круги нероссийских производителей. Стоимость – 300-500 рублей для диаметров до 150 мм.
Круги обычно хорошего качества. Отбалансированы. Одного формирования профиля круга может хватить на три-семь проточек. Это зависит от твердости связки и глубины врезания, что позволяет протачивать пилу с примерно одинаковым профилем по всей длине.
Но при этом круги очень капризные. Требуется определенный опыт работы для правильной настройки скорости движения ленточной пилы и глубины врезания, чтобы даже с водяным охлаждением точить без прижогов.
Польская фирма Andre Abrasives делает такие диски с вкраплением алмазной крошки и обозначает их Formula3 99А60SB-50 (только не путайте их настоящими алмазными кругами). Такие круги ленточные пилы с каленым зубом точат немного лучше.
Группа С . Керамические заточные круги типа «сэндвич» чешской фирмы Carborundum Elektrite. Стоимость – 300 рублей для диаметров до 150 мм.
В этих кругах производитель в принципе удачно объединил переднюю часть, изготовленную из обладающего повышенной режущей способностью розового хромтитанистого электрокорунда на связке средней твердости, которой протачивается наиболее твердая передняя часть зуба и его острая режущая кромка. Эта часть хорошо держит форму и не требует постоянного допрофилирования. Вторая часть изготавливается из менее твердого электрокорунда, нормального на более мягкой связке. Она служит для прошлифовывания радиусов впадины и задней кромки зуба. Эта часть круга работает в менее тяжелых условиях и редко прижигает зуб.
Поскольку правильно точить ленточную пилу практически ни у кого не получается, то часто второй слой почти полностью стачивается при формировании торца круга и служит в основном для обеспечения кругу необходимой прочности на изгиб.
Дополнительным плюсом этих кругов является то, что они ведут себя более предсказуемо по сравнению с кругами на бакелитовой связке, тем самым немного облегчая заточнику задачу правильности подбора режима точения – глубины врезания и скорости подачи зуба.
Группа D . Алмазные или эльборовые узкие (толщиной 3-5 мм) круги на мягкой бакелитовой связке, типа АС4 125/100-4-В2-01. Стоимость – 700-800 рублей для диаметров до 150 мм. Эти круги предназначены только для финишного шлифования. Их не применяют для точения, так как в этом случае вы очень быстро срежете мягкую связку вместе с находящимися в ней алмазами. И уже после заточки трех-пяти ленточных пил круг может стать нерабочим.
Фактор последний, – человеческий, – но не менее важный, чем предыдущие два, а также альтернативный способ заточки – при котором затачивание зубьев пилы проводится профильным эльборовым (боразоновым) диском, мы рассмотрим в следующем номере журнала «ЛесПромИнформ».
Валерий БОБОВ
Статьи из цикла «Мифы и реальность ленточного пиления»:
Особенности заточки ленточных пил

- Применение ленточных полотен
- Типология полотен
- Обслуживание пил
- Особенности разведения ленточных полотен
- Как грамотно заточить полотно?
- Затачивание полотен в зимнее время
- Возможные погрешности при заточке
Грамотно заточенная ленточная пила по металлу и древесине является залогом продуктивности работы и продолжительности срока службы инструментальной оснастки. Как правило, подобные услуги предоставляют специальные организации, но если знать последовательность действий и особенности процесса, наточить ставшую тупой пилу можно собственными силами.

Применение ленточных полотен
Ключевым комплектующим компонентом каждого ленточного станка является ленточная пила (полотно). Ленточнопильные станки обширно используются при работе с древесиной, металлом, резиной, пластиком и различными гибкими материалами.
Имеется три разновидности данных изделий.
- Ручные ленточные устройства – эти машины можно назвать бытовыми, они чаще всего эксплуатируются в домашних условиях.
- Настольные модификации – эти агрегаты чаще приобретают для небольших промышленных мощностей, компаний, занимающихся деревообработкой, мастерских.
- Стационарные агрегаты – такие установки имеют отношение к разряду профессиональных, их эксплуатируют на больших производствах, фабриках, заводах, крупных мастерских и так далее.

Типология полотен
Основой разделения пил данного вида является материал изготовления и элементы, подвергающиеся обработке. В соответствии с такими аспектами можно обособить следующие типы полотен.
- Пилы для дерева. Ключевым материалом для их изготовления являются углеродистые и легированные марки стали, их твердость достигает 40–45 HRC. Все зубья в обязательном порядке подвергаются закаливанию высокочастотными токами. Необходимо подметить, что такой материал полотен можно применять для разрезания тонких цветных металлов либо углеродистых сталей.

- Полотна по металлу. Изготавливают подобные инструменты из быстрорежущей либо пружинной (в структуру добавляют кобальт и вольфрам) стали. Эти пилы уже несут в себе прочность до 69 HRC. Чтоб получить высокую твердость и широкие возможности, на зубы могут наваривать стеллит либо иные типы прочных сплавов.

Обслуживание пил
Для обслуживания полотен недостаточно наточить зубья, необходимо их еще и развести. Две эти процедуры совершают в порядке преемственности: начинают с разводки зубьев, а завершают их затачиванием. Требуется строго соблюдать такую хронология работ. Разведение осуществляют в целях уменьшения трения пилы в процессе распила того или иного материала (дерева, металла, пластмассы и другого). Имеется несколько способов разведения, которые зависят от того, какие элементы нужно получить впоследствии обработки и прочности отправной заготовки.

Особенности разведения ленточных полотен
По мере использования инструментария случается понижение свойств его режущей кромки. Поэтому разведение и грамотная заточка ленточных полотен является технической частью рабочего цикла.
Имейте в виду: разводка обязана осуществляться до заточки, а не после нее!

Разведение – это процесс по отгибанию зубчиков в стороны для предупреждения зажатия полотна инструмента в обрабатываемом материале и снижения силы трения. Имеется 3 типичных метода разведения:
- классический – зубья отводятся в правую и левую стороны строго по очереди;
- зачищающий – каждый третий зуб остается в исходном положении. Особенно значимо для приспособлений, предназначающихся для разрезания, как правило, крепких сплавов и материалов;
- волнистый – всякий зуб имеет собственное значение величины отгиба, следовательно, из них образовывается волна. Это наиболее трудный вид разведения.

Следует учитывать, что при разводке отгибается не целый зуб, а только его доля – 1/3 либо 2/3 части от острого верха.
Рекомендуемые изготовителями параметры величины разводки укладываются в интервал 0,3-0,7 миллиметра. Производится процедура посредством специализированного разводного инвентаря.
Как грамотно заточить полотно?
Согласно статистике, более 80% случаев разрывов приспособления случается по причине неисполнения приемов затачивания полотен. Потребность в заточке выявляется зрительно – по облику самих зубьев либо состоянию места пропила (повышение неравномерности плоскости).

Камни для затачивания ленточных полотен подбирают исходя из жесткости зубьев. Для затачивания изделий из углеродистой и легированной стали пользуются корундовыми камнями. Полотнам из биметалла требуются боразоновые (эльборовые) или алмазные диски. Конфигурацию заточного диска для полотен необходимо определять, беря за основу характеристики инструмента. Она бывает тарельчатой, плоской, чашечной, профильной.
До начала работ желательно дать полотну повисеть в выкрученном положении 10–12 ч.
Условия к заточке полотен своими руками:
- обеспечение планомерного снятия металла по форме сечения зуба;
- недопущения излишнего нажима диска (это в силах вызвать отжиг);
- обеспечение целостности высоты и формы сечения зуба;
- непременное присутствие жидкости для охлаждения;
- контролирование отсутствия задиров.

Типовая инструкция по затачиванию полотен говорит, что затачивание должно осуществляться или по фронтальной поверхности зуба, или и по фронтальной, и по обратной. Но это теоретически. На деле же большинство специалистов, да и умельцев из народа выполняют ее только по задней плоскости – так, считают они, комфортнее.

По большому счету, не обращая внимания на изобилие правил и условий, данные приспособления довольно нетребовательны в вопросе затачивания. С ними можно заниматься как посредством специализированного заточника для ленточных полотен, так и ручным способом. Кроме того, можно использовать для обработки различные по конфигурации и субстанции круги.

Прежде чем затачивать ленточное полотно, желательно ознакомиться с ключевыми методами выполнения этой процедуры.
Метод 1: полнопрофильное затачивание
Этот метод считается особенно качественным, выполняется на автоматическом оборудовании. Эльборовый (боразоновый) диск, в точности подобранный по конфигурации, единственным проходом обрабатывает всю межзубную впадину вкупе с соответствующими плоскостями сопредельных зубьев. Получение неровной конфигурации у основы зубьев при этом исключается. Один изъян подобной заточки – это постоянно иметь под рукой конкретное число сфер для полотен разного назначения.

Метод 2: затачивание кромок зубьев
Может исполняться на специализированном оборудовании или ручным способом.

Если выбрано спецоборудование, то необходимо со знанием дела выбрать круг — как правило, это образцы плоской формы. По большому счету к профессиональному заточному оснащению желательно обращаться исключительно в тех ситуациях, когда масштабность работ довольно велика. Нерегулярные «бытовые» работы предпочтительнее выполнять руками – посредством гравера либо на обыкновенном станке. Во время работы с целью собственной безопасности необходимо непременно применять маску или защитные очки.

Если в вашем хозяйстве ни станка, ни гравера нет, то можно наточить полотно и обыкновенным способом – работая напильником. Всего 3-4 решительных движений по обратной или лицевой грани каждого из зубчиков решат проблему. При постоянном и усердном выполнении работы навык хорошего самостоятельного ручного затачивания сформируется очень быстро.

Затачивание полотен в зимнее время
Если с затачиванием полотен в обычных условиях все понятно, то о заточке в холодное время года надо сказать отдельно. Существует различие в затачивании ленточных полотен в летнюю пору и зимние холода. Оно заключается в перемене градуса заточки. Угол, который действует для полотен в зимнее время, должен составлять 90 градусов, в отличие от лета, когда угол затачивания – 120 градусов.

Рекомендации от специалистов.
- При заточке полотна при помощи станка до начала процесса требуется удостовериться в точности расположения заточного круга по отношению к инструменту.

- Крайне важно убрать из углублений такой объем металла, чтобы все микротрещины были надежно ликвидированы.
- Если полотно функционировало без нормального сопровождения более длительное время, чем дозволял изготовитель, объем металла, убираемого за один проход, необходимо увеличить.
- Для апробации последствий затачивания неизменно применяйте в роли образца новое полотно.

- Конфигурация зуба полотна – отработанный и отъюстированный годами показатель. Следовательно, уповать на то, что приспособление будет резать «без сучка, без задоринки», независимо от того, что вы сделаете с зубьями – громадная ошибка.
- При следовании эксплуатационным стандартам ленточное полотно будет работать добросовестно до тех пор, пока по ширине не убавится до значения, равного 65% от начальных параметров. Убавляется ширина, конечно же, в ходе затачивания.

- Имеется абсолютно неправильный совет о том, что особенной необходимости в удалении задиров после заточки нет. Если его принять к сведению, то возникновение микротрещин в пиле обеспечено.
- По завершении работы ленточное полотно необходимо, не откладывая в долгий ящик, очистить от стружки и смолы, а перед затачиванием – тщательно осматривать. Иначе опасность загрязнения заточных дисков очень высока. А это непременно приведет к некачественному процессу заточки.

Возможные погрешности при заточке
Погрешность 1. Подгоревшие углубления зубьев полотна. Первопричина такого явления скрывается в излишних усилиях точильного камня. Ожидаемый результат – скорое затупление полотна.

Погрешность 2. Неверный градус наклона и несовершенство конфигурации углублений зубьев.

К подобному результату способны привести несколько обстоятельств:
- снос копира заточного приспособления;
- ошибка регулировки градуса наклона головки станка;
- несходство профиля точильного камня.

Теперь вы иметь информацию, каким образом точить полотна правильно, а также какой инструментарий и оборудование могут для этого понадобиться.

Об особенностях заточки ленточных пил вы узнаете из видео ниже.
В большинстве случаев ленточные пилы рвутся по причине того, что их заточка производилась без соблюдения ряда правил, присущих этому процессу. Чтобы определить, нуждается ли инструмент в заточке, необходимо осмотреть его стенки пропила и зубья. Как правило, зубья становятся тупее, а покрытие стенок пропила попросту грубеет. Это свидетельствует о том, что заточка ленточных пил должна быть произведена в ближайшее время.

Схема ленточной пилы.
Подготовка к заточке ленточных пил
Подбор необходимых дисков, для того чтобы наточить ленточную пилу правильно, осуществляется, исходя из разновидности металла, из которого изготовлен зуб инструмента. Так, заточка пилы, изготовленной на основе стали, производится при помощи корундовых дисков. Инструменты из биметалла затачиваются эльборовыми или алмазными дисками. Конфигурация дисков подбирается на основе разновидности используемого оборудования. В зависимости от этого они бывают профильными, чашечными, плоскими и тарельчатыми.
Прежде чем приступить к работе, необходимо вывернуть ленту наизнанку и подвесить ее на 12 часов.

Профиль полотна ленточной пилы.
Правила, которые потребуется соблюдать в процессе заточки:
- Стачивать зубья как можно более равномерно и симметрично.
- Не слишком сильно надавливать на диск, иначе вы прожжете обрабатываемую поверхность.
- Избегать вероятности чрезмерного стачивания зубьев, в противном случае они изменят свою форму и станут непригодными.
- Держать под рукой жидкость для охлаждения.
- Следить за возникновением заусенцев и устранять их.
По принятым стандартам, пилы должны затачиваться следующим образом: заднее и переднее покрытия или исключительно переднее покрытие. Несмотря на установленные стандарты, опыт профессионалов свидетельствует о том, что заточить ленточную пилу качественно можно и по заднему покрытию, то есть совсем не трогая переднее. Кроме того, этот процесс протекает гораздо проще, он не такой трудоемкий.
Может показаться, что простая наточка инструмента требует соблюдения слишком многих правил. Но на самом деле эта процедура выполняется достаточно просто, а правила являются лишь сводом рекомендаций, которые повысят производительность и долговечность используемого инструмента.

Процесс развода зубьев пилы.
Пилы могут затачиваться как ручными приспособлениями, так и особыми устройствами, предназначенными для этого. Прежде чем приступить к процедуре, рекомендуется рассмотреть основные методы обработки инструмента:
- полнопрофильная заточка;
- заточка граней зуба.
Первый метод считается более качественным. Обработка осуществляется на автоматизированном станке. Для этого потребуется подобрать эльборовый диск нужной конфигурации. Он предназначен для полной обработки интервала между зубьями и сопутствующими покрытиями. Применение такого диска исключает возникновение неправильной формы у зубьев. Станок обладает лишь одним минусом: нужно всегда иметь под рукой диски с профилями разного назначения.
Второй метод производится как на станке, так и самостоятельно. Обработка выполняется при помощи плоскопрофильных дисков, которые подбираются, исходя из конфигурации пилы.
Крайне важно выполнять все работы в специальной маске или защитных очках.
Вернуться к оглавлению
Автоматизированные станки и принадлежности для заточки

Одновременная обработка концов ленточной пилы.
Оборудование для полнопрофильной обработки ленточных пил бывает только автоматизированным. Механизм, удерживающий эльборовый круг, синхронно передвигается вместе с толкателем, который двигает пилу на определенное расстояние после обработки интервала между зубьями.
Есть множество различных станков, предназначенных для обработки покрытия ленточных пил спереди или сзади. В качестве точильного оборудования в основном используются диски, изготовленные из высокопрочных твердых структур. Все станки работают по единому принципу, который описывался выше, с оговоркой на некоторые особенности каждой разновидности.
Станки с автоматизированным режимом функционирования считаются особым инструментом, который применяется в основном для большого объема работ по заточке. Если вы используете ленточную пилу в бытовых целях, то есть исключительно в определенные моменты, рекомендуется обтачивать зубья самостоятельно при помощи простейшего точильного станка широкого профиля. Для этого подойдет даже обычный гравер. Процесс обработки может осуществляться как по переднему, так и по заднему покрытию.
При обработке инструмента важно уделять внимание и самому станку, в особенности его диску. Следите за его равномерным расположением. Перед началом работ необходимо убедиться, что он надежно затянут и установлен.
Вернуться к оглавлению
Затачивание ленточной пилы при помощи гравера
Данная разновидность инструмента имеет внушительную быстроту вращения, что идеально подходит для заточки ленточных пил. Минимальная скорость вращения гравера составляет 10 тыс. об/мин. Если воспользоваться диском, диаметр которого составляет 2-3 см, можно обеспечить инструменту нормированную быстроту вращения (11-16 м/с). В процессе обработки необходимого материала нужно соблюдать правила техники безопасности и надевать очки для защиты. По причине утончения диск может повредиться. А человек всегда находится в зоне поражения мельчайших частиц, откалывающихся от диска в процессе обработки.
Если у вас дома нет точильного станка или гравера, вы можете постараться заточить ленточную пилу простым и проверенным способом, орудуя надфилем. Обработка ленты производится при помощи 3-4 движений по задней и передней либо только по передней грани зубьев. Несмотря на простоту процесса заточки, это может занять у вас немалое количество времени. Но если у вас есть необходимый опыт и навыки, вы сможете справиться с заточкой в кратчайшие сроки.
Вернуться к оглавлению
Рекомендации экспертов по правильной заточке

Принцип работы ленточной пилорамы.
Квалифицированные специалисты рекомендуют следить за состоянием станка и его дисков постоянно. Перед началом работ необходимо обязательно убедиться в равномерном положении точильного диска. Важным моментом является устранение определенного количества металла из пазух, чтобы исключить возникновение незначительных трещин.
В случае использования ленточной пилы выше срока эксплуатации, установленного изготовителем, съем металла с зубьев нужно немного увеличить. Чтобы сверять правильность обработки зубьев, необходимо иметь под рукой новую ленточную пилу для сравнения. Это поможет вам достигнуть наиболее качественного результата при обработке инструмента.
Конфигурация зубьев является принятым стандартом, который разрабатывался на протяжении многих лет. Поэтому не старайтесь менять их форму, в противном случае инструмент не сможет распиливать требуемую поверхность быстро и качественно.
Следуя рекомендациям, вы сможете увеличить долговечность пилы настолько, насколько это возможно. Как только величина зубьев потеряет 35% размера от своего первоначального состояния (после определенного количества циклов заточки), ленточную пилу можно признать непригодной к работе.

Узел натяжения ленточного полотна.
Есть распространенное мнение, что устранение заусенцев после заточки совсем необязательный процесс, который не повлияет на качество пилы. Это одно из самых больших заблуждений. Наличие заусенцев обязательно приведет к появлению мелких трещин, которые станут причиной быстрого износа инструмента.
Стоит помнить, что по завершении обработки с инструмента необходимо счищать металлические опилки и смолу, иначе вероятность загрязнения и дальнейшего засорения точильных дисков увеличивается в несколько раз. Несоблюдение этого пункта не позволит вам качественно заточить инструмент.
Вернуться к оглавлению
Основные ошибки, допускающиеся при заточке ленточных пил
Самой распространенной ошибкой является чрезмерное давление на точильный диск в процессе обработки пилы, в результате чего выемки зубьев подгорают. Данная ошибка повлечет за собой скорейшее притупление инструмента.
Следующей ошибкой считается неравномерный уклон в процессе обточки, что влечет за собой неправильную конфигурацию зубьев. Такое может возникнуть из-за нескольких причин. Прежде всего, стоит обращать внимание на оборудование в процессе работ, поскольку эксцентрик может сместиться. Также стоит присматриваться к углу наклона станочной головки, в ней не должно быть никаких отклонений. Кроме того, обязательно следует подбирать правильный размер точильного диска.
Соблюдая ряд правил из данного руководства, вы сможете более углубленно разобраться в процедуре заточки ленточных пил. Это поможет вам увеличить качество и долговечность инструмента.